A moldagem por injeção de silicone é um método de fabricação de silicone amplamente utilizado, especialmente em indústrias como dispositivos médicos, automotiva, eletrônicos de consumo e aeroespacial.
Este artigo oferece uma visão geral abrangente da moldagem por injeção de silicone, abordando sua definição, processo, vantagens, desvantagens, aplicações e principais considerações técnicas que influenciam a qualidade do produto e a eficiência da fabricação.

O que é moldagem por injeção de silicone?
A moldagem por injeção de silicone é um processo de fabricação que consiste na injeção de borracha de silicone líquida em um molde aquecido sob alta pressão. O silicone então cura dentro do molde, formando componentes flexíveis e duráveis com geometrias complexas e tolerâncias rigorosas.
Esse processo é particularmente adequado para aplicações que exigem alta precisão, qualidade consistente e desempenho confiável. Consequentemente, a moldagem por injeção de silicone é amplamente adotada em dispositivos médicos, sistemas automotivos, eletrônicos de consumo e componentes aeroespaciais.
Processo de moldagem por injeção de silicone
A moldagem por injeção de silicone é um processo de fabricação altamente controlado, projetado para produzir peças de silicone de alto desempenho com excelente consistência e repetibilidade. Ao gerenciar com precisão cada etapa, os fabricantes podem obter propriedades estáveis do material e qualidade confiável das peças.
Preparação do material
Na moldagem por injeção de borracha de silicone líquida, a preparação do material é uma etapa crítica.
Os componentes A e B são armazenados separadamente para evitar a cura prematura antes da mistura.
O componente A consiste principalmente em polímero de silicone, que proporciona elasticidade e flexibilidade. O componente B normalmente contém um catalisador à base de platina que inicia a reticulação durante a cura.
Esses dois componentes são dosados com precisão, geralmente em uma proporção de 1:1, utilizando equipamentos de dosagem automatizados.
Os materiais medidos são então misturados homogeneamente em um misturador estático. Durante esta etapa, o controle da temperatura é essencial para evitar a vulcanização prematura e manter a viscosidade estável do material.
Injeção
Assim que o LSR Após ser devidamente misturada, a mistura é alimentada na máquina de moldagem por injeção. A máquina inclui um cilindro, um sistema de rosca ou êmbolo, um misturador e um bico. A mistura de silicone é aquecida a uma temperatura controlada, normalmente entre 121 °C e 149 °C (250 °F e 300 °F), permitindo que flua suavemente.
O silicone aquecido é injetado sob alta pressão em uma cavidade de molde aquecida. O design do molde define a geometria final da peça e permite a produção de características complexas e detalhes finos.
Os principais parâmetros de processamento afetam significativamente a qualidade do produto. Esses parâmetros devem ser otimizados com base no projeto da peça e na capacidade do equipamento:
- Temperatura do molde: Geralmente entre 150°C e 200°C, influenciando a velocidade de cura e as propriedades finais do material.
- Pressão de injeção: Normalmente varia de 50 a 150 MPa, afetando o preenchimento do molde e a densidade da peça.
- Velocidade de injeção: Geralmente entre 10 e 50 mm/s, afetando o aprisionamento de ar e a eficiência da produção.

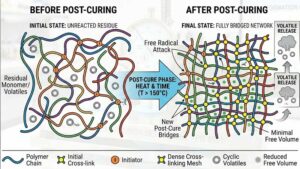
Cura (Vulcanização)
Após a injeção, o molde permanece a uma temperatura controlada para iniciar a vulcanização. Durante a cura, as cadeias de polímero de silicone se interligam para formar uma estrutura sólida e elástica.
A temperatura e o tempo de cura são cuidadosamente controlados para garantir a vulcanização completa. As temperaturas típicas de cura variam de 121 °C a 149 °C (250 °F a 300 °F), enquanto o tempo de cura varia de alguns minutos a mais de 30 minutos, dependendo da espessura e da complexidade da peça.
Pós-processamento
Após a cura completa, o molde é resfriado e a peça finalizada é removida. O pós-processamento pode incluir:
- Aparar e remover rebarbas para eliminar o excesso de material.
- Pós-cura em temperaturas elevadas para melhorar as propriedades mecânicas.
- Tratamentos de superfície como tratamento de plasma, revestimento ou colagem.
- Inspeção de qualidade para verificar dimensões, desempenho mecânico e aparência visual.
Essas etapas garantem que o produto final atenda a todos os requisitos de design e desempenho.
Considerações de projeto para moldagem por injeção de silicone
Embora a moldagem por injeção de silicone permita geometrias complexas, o projeto adequado da peça é essencial para uma produção estável, precisão dimensional e desempenho a longo prazo. Ao contrário dos termoplásticos, o silicone comporta-se como um material altamente elástico durante a cura, o que confere maior importância aos detalhes do projeto.
A espessura da parede deve ser a mais uniforme possível para garantir um fluxo consistente e uma cura homogênea. Mudanças repentinas na espessura podem causar vulcanização irregular, tensões internas ou defeitos superficiais. Quando a variação de espessura for inevitável, recomenda-se transições graduais para manter a estabilidade do material.
Os ângulos de saída também são importantes, mesmo que as peças de silicone sejam flexíveis. Um ângulo de saída adequado reduz a resistência à desmoldagem, minimiza danos à superfície e prolonga a vida útil do molde. O posicionamento da linha de partição deve ser cuidadosamente planejado para evitar juntas visíveis em superfícies funcionais ou estéticas.
A localização do ponto de injeção afeta diretamente o fluxo de material, o equilíbrio da pressão e a evacuação do ar. Um projeto inadequado do ponto de injeção pode levar ao preenchimento incompleto ou à formação de ar aprisionado. Portanto, a ventilação é crucial, especialmente para peças de paredes finas ou complexas. Recortes são possíveis devido à flexibilidade da silicone, mas devem ser avaliados com base na geometria da peça e no método de desmoldagem para evitar rasgos ou deformações.
Projeto de Ferramentas e Moldes
O projeto das ferramentas é um dos fatores mais críticos na moldagem por injeção de silicone e um dos principais responsáveis pelo custo inicial do projeto. Os moldes de silicone são normalmente fabricados em aço temperado para suportar altas temperaturas, pressão e ciclos de produção repetidos.
Os sistemas de canais quentes são amplamente utilizados na moldagem por injeção de silicone para eliminar canais frios e reduzir o desperdício de material. Esses sistemas também melhoram a consistência do processo e reduzem os tempos de ciclo. Para produção em larga escala, os moldes multicavidades aumentam significativamente a produção, mantendo a repetibilidade dimensional entre as cavidades.
Os projetos de moldes com auxílio de vácuo são frequentemente empregados para remover o ar aprisionado antes da injeção. Isso é especialmente importante para componentes médicos e de precisão, onde bolhas de ar ou vazios são inaceitáveis. Além disso, o controle térmico preciso em todo o molde garante uma cura uniforme, reduz a variação do ciclo e prolonga a vida útil do molde.

Controle e testes de qualidade
O controle de qualidade desempenha um papel vital na moldagem por injeção de silicone, particularmente para a área médica., grade alimentar, e em aplicações industriais onde a segurança e a confiabilidade são críticas. Os fabricantes normalmente implementam verificações de qualidade ao longo de todo o processo de produção, em vez de dependerem apenas da inspeção final.
A inspeção dimensional verifica se as peças atendem às especificações do desenho e aos requisitos de tolerância. O teste de dureza Shore confirma a consistência do material e a qualidade da cura. Os testes mecânicos, como resistência à tração, alongamento e resistência ao rasgo, garantem que as peças atendam aos requisitos de desempenho funcional.
A inspeção visual também é essencial, pois defeitos superficiais, contaminação ou rebarbas podem afetar o desempenho ou a aparência da vedação. Para indústrias regulamentadas, a rastreabilidade de lotes, a certificação de materiais e a documentação de processos garantem ainda mais a consistência da qualidade e a conformidade.
Tolerâncias e precisão das peças
A moldagem por injeção de silicone é conhecida por sua excelente estabilidade dimensional quando controlada adequadamente. No entanto, as tolerâncias alcançáveis dependem da geometria da peça, da espessura da parede, da formulação do material e da precisão do molde.
Seções de paredes finas e geometrias complexas exigem um controle mais rigoroso da pressão de injeção, da temperatura e do tempo de cura. Variações nesses parâmetros podem levar a desvios dimensionais ou empenamento. A precisão do projeto do molde e a uniformidade da temperatura também têm um impacto direto nas dimensões finais da peça.
Em comparação com os termoplásticos, a elasticidade do silicone permite uma desmoldagem mais fácil, sem danificar as peças. Ao mesmo tempo, essa elasticidade significa que as peças podem sofrer deformações temporárias após a ejeção. Um projeto adequado e a cura posterior ajudam a garantir que as peças retornem às suas dimensões originais e mantenham a precisão dimensional a longo prazo.
Vantagens da moldagem por injeção de silicone
A moldagem por injeção de silicone oferece diversas vantagens importantes que a tornam adequada para aplicações exigentes:
- Precisão e repetibilidade: O processo permite a produção de peças complexas com tolerâncias rigorosas e qualidade consistente em grandes lotes de produção.
- Desperdício mínimo de material: Os sistemas automatizados de dosagem e de canais fechados reduzem o desperdício e o desperdício de materiais, melhorando a eficiência na utilização dos mesmos.
- Tempos de ciclo curtos: O controle preciso de temperatura e pressão permite uma cura rápida e alta eficiência de produção.
Essas vantagens fazem da moldagem por injeção de silicone uma solução confiável e econômica para a produção em larga escala de componentes de silicone de precisão.

Desvantagens da moldagem por injeção de silicone
Apesar de seus benefícios, a moldagem por injeção de silicone também apresenta limitações que devem ser consideradas durante o planejamento do projeto.
Os custos iniciais de ferramental são relativamente altos devido às estruturas complexas dos moldes, sistemas de canais quentes e tolerâncias de usinagem rigorosas. Isso torna o processo menos econômico para produção de baixo volume ou protótipos.
A moldagem por injeção de silicone utiliza principalmente borracha de silicone líquida. Embora a borracha de silicone líquida (LSR) ofereça excelente desempenho, pode não atender a todos os requisitos mecânicos ou químicos específicos de cada aplicação. Portanto, a seleção cuidadosa do material é essencial.
Comparação com outros métodos de moldagem de silicone
Em comparação com a moldagem por compressão de silicone, a moldagem por injeção oferece maior automação, melhor repetibilidade e controle dimensional aprimorado. A moldagem por compressão é mais adequada para geometrias simples e orçamentos de ferramental mais baixos.
A moldagem por transferência melhora o controle do fluxo de material em comparação com a moldagem por compressão, mas não possui a mesma velocidade e eficiência da moldagem por injeção para produção em grande volume. Extrusão e calendário São mais adequadas para perfis contínuos ou chapas planas, enquanto a moldagem por injeção se destaca na produção de peças tridimensionais complexas com tolerâncias rigorosas.
Defeitos comuns e como evitá-los
Defeitos comuns na moldagem por injeção de silicone incluem bolhas de ar, rebarbas, preenchimento incompleto e cura inconsistente. Esses defeitos geralmente estão relacionados a problemas de ventilação do molde, parâmetros de injeção inadequados ou controle insuficiente de temperatura.
A otimização do projeto dos canais de injeção e ventilação, o uso de moldes com auxílio de vácuo e o ajuste preciso da pressão de injeção e das condições de cura podem reduzir significativamente as taxas de defeito. A manutenção regular dos moldes também desempenha um papel importante na manutenção da estabilidade da qualidade da produção.

Aplicações da moldagem por injeção de silicone
A moldagem por injeção de silicone é amplamente utilizada em indústrias como dispositivos médicos, sistemas de vedação automotiva, eletrônicos de consumo e componentes aeroespaciais. Sua flexibilidade, resistência ao calor, biocompatibilidade e durabilidade a longo prazo a tornam adequada tanto para aplicações funcionais quanto para aplicações críticas de segurança.
| Indústria | Formulários |
| Médico | Cateteres, selos cirúrgicos, próteses, luvas médicas e tubos. |
| Automotivo | Juntas, vedações, mangueiras, suportes do motor e componentes de isolamento elétrico. |
| Eletrônicos | Teclados, conectores, vedações, juntas, isoladores e placas de interruptores. |
| Aeroespacial | Vedações, juntas, painéis de isolamento, mangueiras de combustível e anéis de vedação. |
| Bens de consumo | Utensílios de cozinha, itens de cuidados para bebês, produtos de higiene pessoal e vestíveis. |
Considerações ambientais e regulatórias
Os produtos moldados por injeção de silicone geralmente atendem a requisitos regulamentares rigorosos, incluindo FDA, LFGB, RoHS e REACH. O silicone de grau médico também pode atender aos padrões da Classe VI da USP.
Os materiais de silicone são quimicamente estáveis, pouco tóxicos e resistentes à degradação ao longo do tempo. Essas características garantem uma longa vida útil e tornam o silicone adequado para aplicações ambientalmente responsáveis e regulamentadas.
Tipos de silicone usados na moldagem por injeção
Diferentes materiais de silicone são selecionados com base no desempenho e nos requisitos de produção:
- Borracha de silicone líquida (LSR): Um sistema líquido de duas partes ideal para produção de alta precisão, totalmente automatizada e em grande volume. Oferece excelente fluidez, cura rápida e qualidade consistente.
- Borracha de Alta Consistência (HCR): Um material mais sólido, semelhante a massa de modelar, que pode ser processado por moldagem por injeção. O HCR oferece características mecânicas diferentes, mas geralmente requer mais manuseio manual do que o LSR.
perguntas frequentes
A moldagem por injeção de silicone é adequada para produção de baixo volume?
Tecnicamente é possível, mas os altos custos de ferramental tornam o processo mais econômico para produção de médio a alto volume.
Qual a diferença entre a moldagem por injeção LSR e HCR?
O LSR permite maior automação e controle de processos mais preciso, enquanto o HCR oferece propriedades mecânicas alternativas para aplicações específicas.
Qual a durabilidade de um molde de injeção de silicone?
Com projeto e manutenção adequados, os moldes de injeção de silicone podem durar centenas de milhares de ciclos.

Conclusão
A moldagem por injeção de silicone é um processo de fabricação altamente avançado que combina precisão, eficiência e desempenho do material. Sua capacidade de produzir componentes complexos e de alta qualidade a torna essencial para indústrias com requisitos de desempenho rigorosos.
Ao compreender o processo, as considerações de design, as opções de materiais e as limitações, os fabricantes podem aproveitar ao máximo a moldagem por injeção de silicone para criar produtos confiáveis e inovadores.