
قد يكون تصميم قوالب السيليكون معقدًا. فالعيوب الصغيرة في التصميم قد تؤدي إلى عيوب مكلفة وضياع الوقت.
يعتمد تصميم قالب السيليكون الفعال على التحكم الدقيق في التهوية وخطوط الفصل والتسامح والانكماش لضمان جودة المنتج وإمكانية التصنيع.
يؤثر كل قرار في تصميم القالب على أداء المنتج النهائي. بفهم كل عامل في مرحلة مبكرة من العملية، يمكننا تجنب أخطاء الإنتاج الشائعة وتحقيق نتائج صب مستقرة وعالية الجودة.
التدفق والتهوية؟
التهوية الجيدة تمنع احتباس الهواء وعلامات الحروق. التهوية السيئة تسبب فقاعات، أو حشوات غير مكتملة، أو عيوبًا في السطح.
تسمح التهوية بخروج الهواء المحبوس أثناء الحقن. تضمن التهوية المتوازنة ملءً كاملاً وسطحًا أملسًا للمنتج.
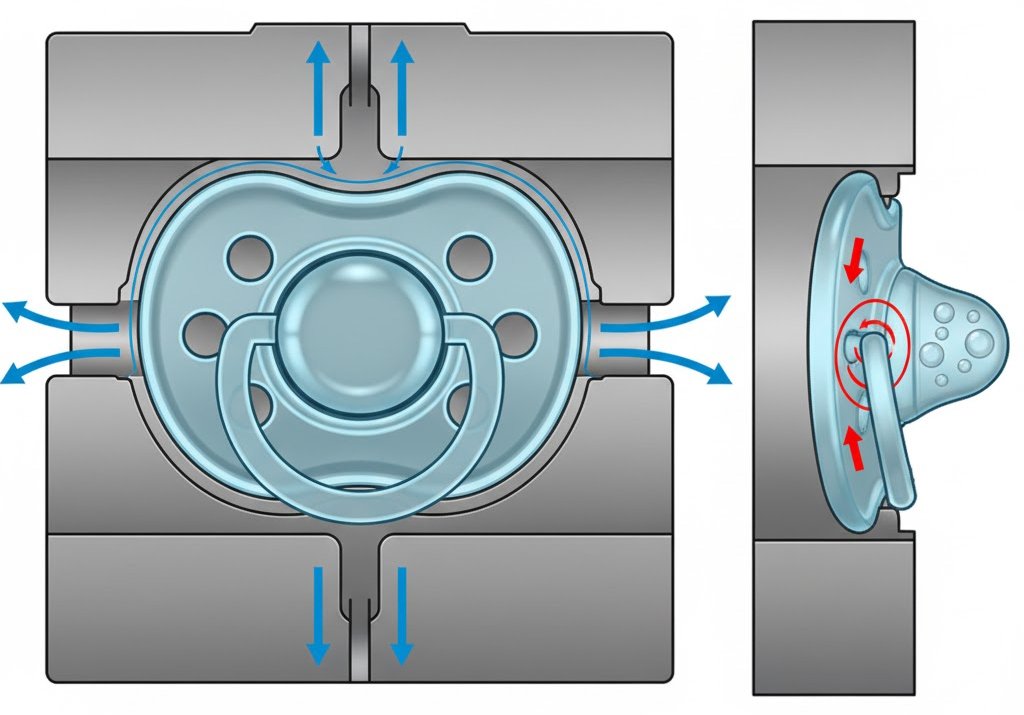
تُعدّ مصائد الهواء تحديًا شائعًا في صناعة قوالب السيليكون، لأن مطاط السيليكون السائل (LSR) يتميز بلزوجة عالية ويميل إلى حبس الهواء في المناطق الضيقة. عندما عملت على قالب مصاصة العام الماضي، تسبب سوء التهوية في رفض العديد من القوالب مع ظهور فقاعات بالقرب من منطقة الحلمة. وهذا ما علمني أهمية تصميم التهوية.
إرشادات تصميم التهوية الرئيسية
| المعلمة | القيمة النموذجية | ملحوظات |
|---|---|---|
| عمق التهوية | 0.005–0.02 ملم | السطح الضحل جدًا يحبس الهواء، والعمق الشديد يسبب وميضًا |
| عرض فتحة التهوية | 3-6 ملم | كافية لتدفق الهواء دون تسرب السيليكون |
| موقع التهوية | بعيدا عن البوابة | تجنب ارتداد السيليكون |
يجب وضع فتحات التهوية عند آخر نقطة تعبئة وتوزيعها بالتساوي حول التجويف. في الأشكال الهندسية المعقدة، قد يلزم استخدام فتحات تهوية دقيقة أو نظام تفريغ. تضمن أنظمة التفريغ خلو المنتجات من الفقاعات، خاصةً للمستلزمات الطبية ومستلزمات العناية بالأطفال، حيث يكون الوضوح والأسطح الملساء أمرًا بالغ الأهمية.
استراتيجية خط الفراق والتحكم السريع؟
غالبًا ما تُشير عيوب الوميض إلى مشاكل في خط الفصل. يؤدي سوء وضع الخطوط إلى زيادة تكاليف التقليم وتقليل المحصول.
يقلل خط الفصل المخطط جيدًا من الوميض ويحسن جماليات المنتج مع ضمان إمكانية إزالة القالب.
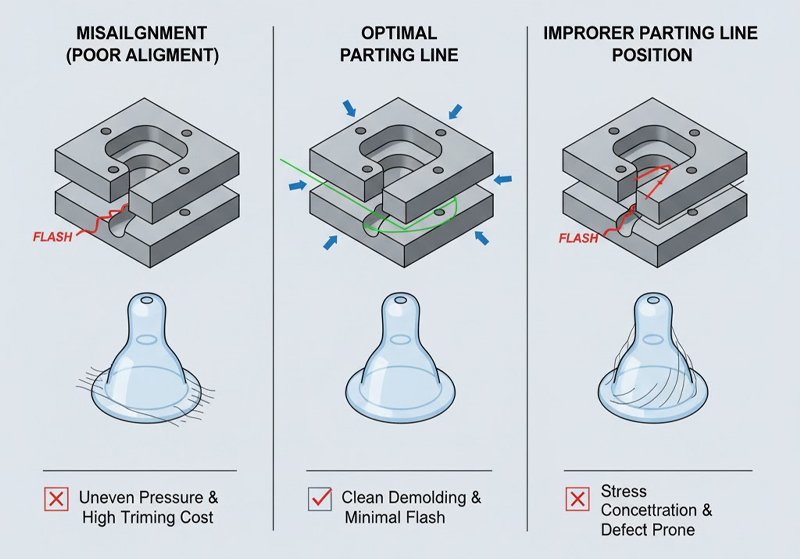
ما زلت أتذكر مشروعًا استمر فيه قالب حلمة الزجاجة بإنتاج وميض خفيف على طول حافة الختم. بعد مراجعة الأداة، أدركت أن خط الفصل كان في منطقة ضغط مرتفع. أدى نقله إلى تقليل الوميض بشكل كبير.
استراتيجيات التحكم في الفلاش
- ضع خط الفصل على طول انتقالات الهندسة الطبيعية. تجنب الحواف الحادة التي تركز الضغط.
- الحفاظ على المحاذاة الدقيقة. يؤدي عدم المحاذاة بين نصفي القالب إلى خلق ضغط غير متساوٍ، مما يؤدي إلى الوميض.
- التحكم في قوة الشد. يؤدي الضغط غير الكافي إلى السماح للسيليكون بالتسرب عبر خط الفصل.
- تلميع وصيانة الأسطح المانعة للتسرب. يمكن أن يؤدي تراكم التآكل أو الأوساخ إلى حدوث تسربات.
الأسباب الجذرية الشائعة للفلاش الصعب التحكم فيه
| السبب الجذري | الأعراض النموذجية | الحل الموصى به |
|---|---|---|
| سوء محاذاة القالب | فلاش غير متماثل | إعادة طحن وإعادة محاذاة نصفي القالب |
| عمق تنفيس مفرط | وميض طويل ورفيع | تقليل عمق التهوية إلى 0.005 ملم |
| وضع خط الفصل غير الصحيح | وميض حول المناطق المرئية | إعادة وضع الخط أو تعديل التصميم |
يُعدّ التحكم في الوميض مسألة تصميم وصيانة. يُساعد الفحص الدوري لأسطح الختم على الحفاظ على الجودة طوال عمر القالب.
تحملات القالب الزائد والموقع؟
المحاذاة الدقيقة ضرورية في عملية التشكيل. قد يؤدي عدم المحاذاة إلى ترابط غير متساوٍ أو فشل وظيفي.
يضمن التحكم في تحمل القالب الزائد أن طبقة السيليكون الثانوية تلتصق بشكل صحيح بالمكون الأساسي.
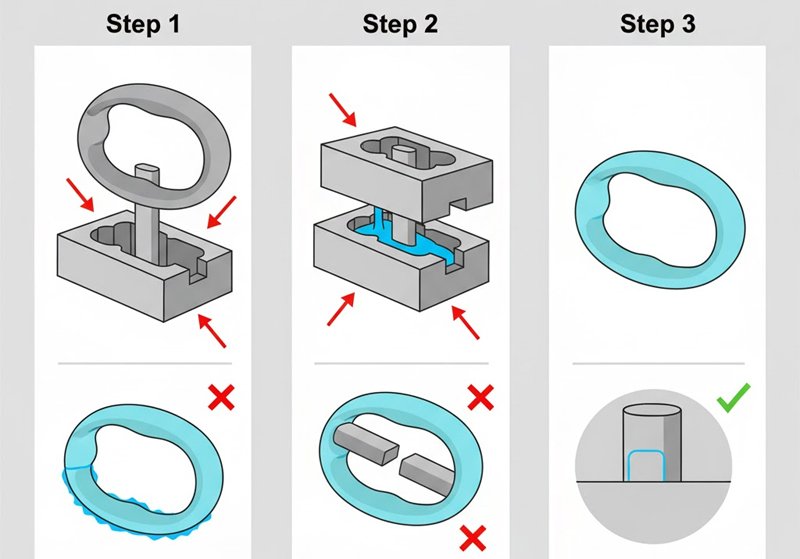
عند تصميم مقابض زجاجات الأطفال، غالبًا ما نعتمد على عملية تشكيل على مرحلتين: أولًا، الحشوة الصلبة، ثم قالب السيليكون. إذا تحرك الحشوة ولو قليلًا، تصبح الطبقة الناعمة غير متساوية أو تتقشر بسهولة.
العوامل الحاسمة في تصميم القالب الزائد
| المعلمة | نطاق الهدف | تأثير |
|---|---|---|
| إدراج دقة تحديد المواقع | ±0.02 ملم | يؤدي عدم المحاذاة إلى الترابط غير المتساوي |
| سمك القالب الزائد | ≥1.0 مم | يضمن التدفق والترابط الموحد |
| خشونة سطح الواجهة | را 0.4–0.8 | يحسن الالتصاق |
ينبغي على المصممين استخدام أقفال ميكانيكية أو فتحات سفلية عند الإمكان لتحسين الالتصاق. تجنبوا احتباس الهواء عند السطح الفاصل بإضافة فتحات تهوية بالقرب من منطقة الالتصاق. بالنسبة لمنتجات السيليكون أو منتجات الأطفال البصرية، تأكدوا من خلو الأسطح من الملوثات التي قد تعيق عملية التصلب.
اختيار العداء البارد مقابل اختيار العداء الساخن (LSR)؟
يؤثر تصميم المجرى على التكلفة والنفايات واستقرار درجة الحرارة. اختيار النظام المناسب يؤثر على الكفاءة.
تعمل الأنابيب الباردة على تقليل النفايات والحفاظ على استقرار المواد، في حين تكون الأنابيب الساخنة أفضل للإنتاج المستمر بكميات كبيرة.
خلال مشروعٍ لقالب ملعقة أطفال، قارنتُ النظامين. قلّلَ الممر البارد من الهدر، لكنه زادَ من زمن الدورة بشكلٍ طفيف. أما الممر الساخن، فقد وفّر دوراتٍ أسرع، لكنه تطلّبَ تحكمًا أكثر صرامةً في درجة الحرارة.
جدول المقارنة
| ميزة | عداء بارد | هوت رانر |
|---|---|---|
| نفايات المواد | الحد الأدنى | بعض |
| يكلف | انخفاض التكلفة الأولية | تكلفة الأدوات أعلى |
| التحكم في درجة الحرارة | أسهل | شديد الأهمية |
| وقت الدورة | طويل | أقصر |
| الأفضل ل | أشواط صغيرة أو متوسطة | إنتاج بكميات كبيرة |
الأسئلة الشائعة: هل يوصى باستخدام Cold Runner لإنتاج دفعات صغيرة؟
نعم. بالنسبة لمشاريع الإنتاج الصغيرة أو النماذج الأولية، تُعدّ أجهزة التبريد البارد أكثر فعالية من حيث التكلفة. فهي تُبسّط الصيانة وتُقلّل من هدر المواد، وهو أمر مثالي لاختبار تغييرات تصميم المنتج.
آليات إزالة القالب والملمس السطحي؟
يُحدد فك القالب تشطيب المنتج ومدة دورة التصنيع. يؤدي التصميم السيئ لعملية فك القالب إلى التمزق أو التشوه.
يضمن اختيار طريقة إزالة القالب المناسبة وملمس السطح الإطلاق السلس والحفاظ على جودة المنتج.
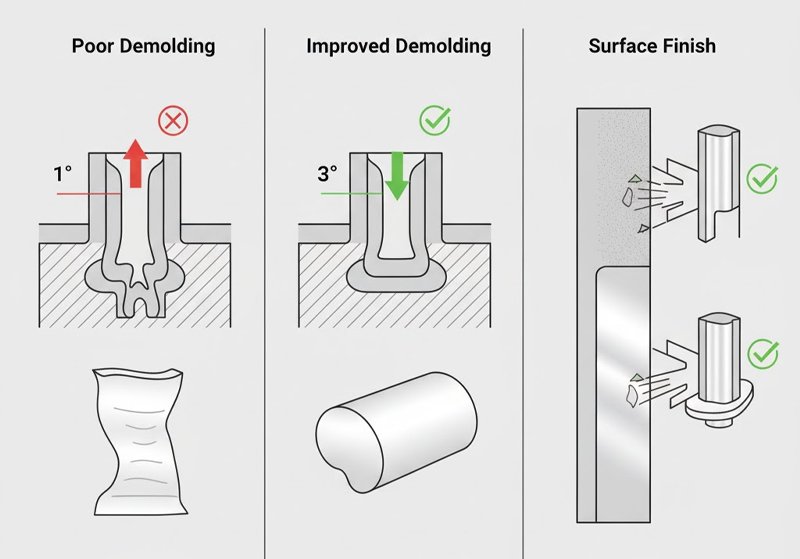
يميل السيليكون إلى الالتصاق بسبب مرونته. في أحد المشاريع، واجهنا مشكلة تمزق الأجزاء أثناء القذف. حُلّت المشكلة بتعديل زاوية السحب من درجة واحدة إلى ثلاث درجات وتلميع سطح القلب.
نصائح لإزالة القالب بشكل أفضل
- زيادة زوايا المسودة إلى 2-5 درجات للتجاويف العميقة.
- استخدم نسيج EDM غير اللامع أو الناعم للإصدار المتسق.
- استخدم أنظمة طرد الهواء أو أنظمة التجريد الميكانيكية للمساعدة في إزالة القالب للأشكال المعقدة.
- تجنب التخفيضات ما لم يكن ذلك ضروريًا؛ استخدم النوى القابلة للطي إذا لزم الأمر.
لا يؤثر تلميع السطح على المظهر فحسب، بل يؤثر أيضًا على سلوك التفريغ. بالنسبة لمستلزمات الأطفال أو الأدوات الطبية، يُستخدم تلميع المرآة غالبًا لتقليل تراكم الجسيمات وضمان النظافة.
معدل الانكماش والتنبؤ بالتشوه؟
الانكماش أمرٌ لا مفر منه في قوالب السيليكون. تجاهله يُسبب انحرافاتٍ في الأبعاد وصعوباتٍ في التجميع.
يضمن التنبؤ بالانكماش والتعويض في مرحلة تصميم القالب دقة الأجزاء والأداء المستقر.
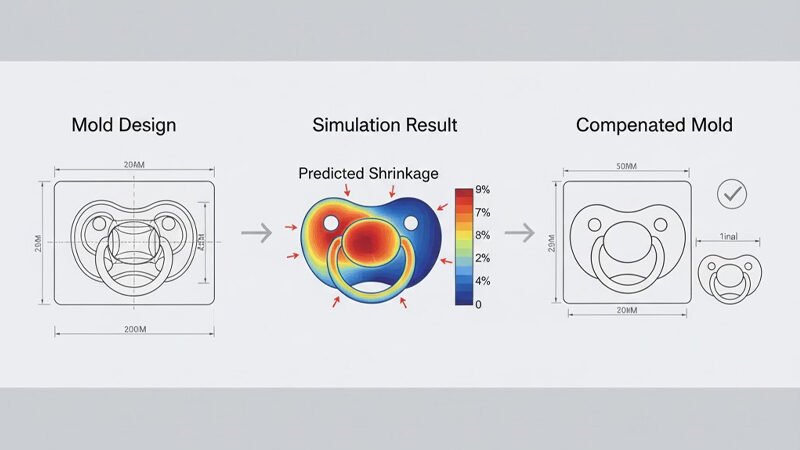
في مشاريعي الأولى، قللتُ من تقدير انكماش الفولاذ المقاوم للصدأ (LSR)، واضطررتُ إلى إعادة صنع قالب بسبب صغر حجم الأجزاء. أما الآن، فأُنمذج الانكماش دائمًا بناءً على بيانات عملية حقيقية قبل تحديد أبعاد الفولاذ النهائية.
بيانات انكماش LSR النموذجية
| نوع المادة | معدل الانكماش | ملحوظات |
|---|---|---|
| LSR العامة | 2.0–3.5% | يعتمد على درجة حرارة المعالجة والضغط |
| LSR عالي الدقة | 1.5–2.0% | مُحسَّن للاستخدام البصري أو الطبي |
يمكن لأدوات التنبؤ، مثل Moldflow أو SIGMASOFT، محاكاة سلوك التدفق والانكماش. يُحسّن إدخال معاملات المعالجة الصحيحة دقة التنبؤ. تأكد دائمًا من صحة المحاكاة باستخدام لقطات اختبار، وقِس الانكماش الفعلي قبل الإنتاج الضخم.
خاتمة
يتطلب تصميم قوالب السيليكون دقةً في كل تفصيل. بإتقان عمليات التهوية، وخطوط الفصل، والتفاوتات، والمسارات، وإزالة القالب، والانكماش، يمكننا تحقيق إنتاج متناسق وخالٍ من العيوب.
هل أنت مستعد لتحسين تصميم قالب السيليكون الخاص بك؟
قم بتحميل ملفات المنتج ثلاثية الأبعاد والمتطلبات الرئيسية لتلقيها قائمة التحقق المخصصة لـ DFM من فريق الهندسة لدينا في روي يانغ سيليكون.








