Het ontwerpen van siliconen mallen kan lastig zijn. Kleine ontwerpfouten kunnen leiden tot kostbare defecten en tijdverspilling.
Voor een effectief ontwerp van siliconenmallen is een nauwkeurige regeling van ventilatie, scheidingslijnen, toleranties en krimp essentieel om de productkwaliteit en produceerbaarheid te garanderen.
Elke beslissing in het matrijsontwerp heeft invloed op de prestaties van het eindproduct. Door elke factor vroeg in het proces te begrijpen, kunnen we veelvoorkomende productievalkuilen vermijden en stabiele, hoogwaardige gietresultaten bereiken.
Stroom en ontluchting?
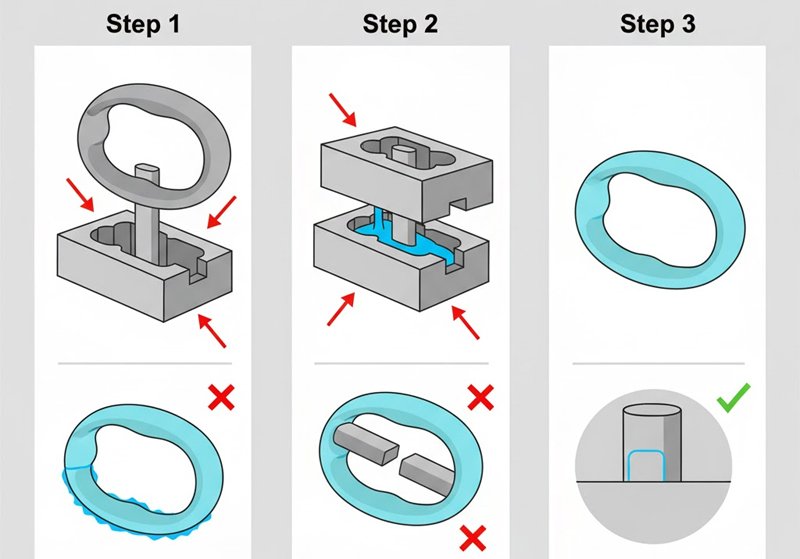
Goede ventilatie voorkomt luchtinsluitingen en brandplekken. Slechte ventilatie veroorzaakt luchtbellen, onvolledige vullingen of oppervlaktedefecten.
Ontluchting zorgt ervoor dat ingesloten lucht tijdens het injecteren kan ontsnappen. Gebalanceerde ontluchting zorgt voor een volledige vulling en een glad productoppervlak.
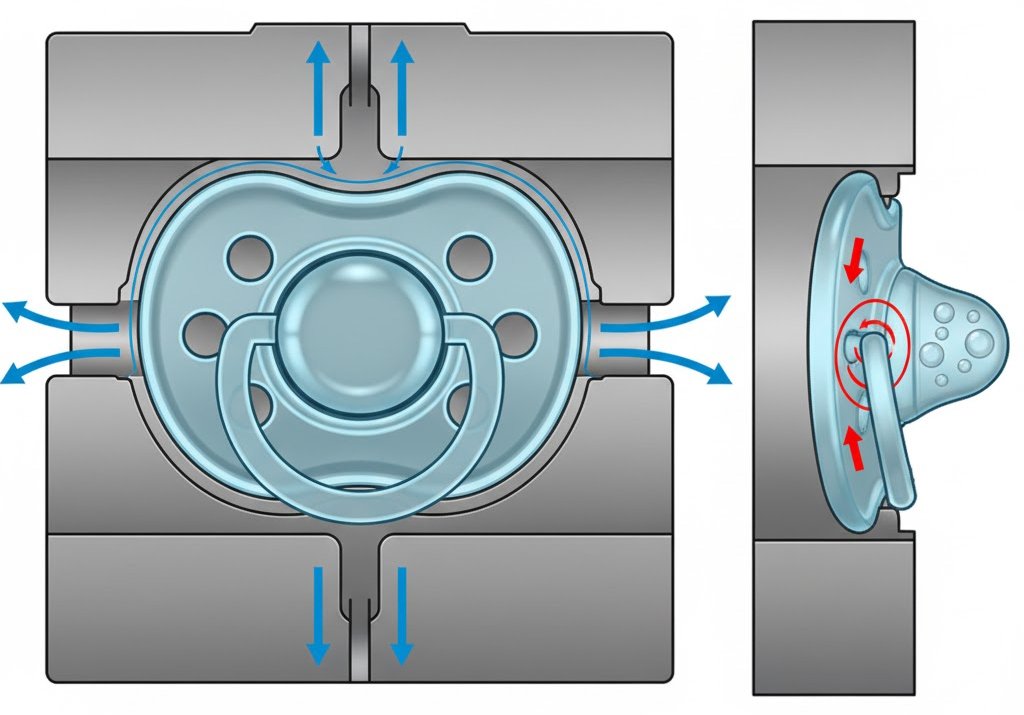
Luchtbellen vormen een veelvoorkomend probleem bij het vormen van siliconen, omdat vloeibaar siliconenrubber (LSR) een hoge viscositeit heeft en de neiging heeft om lucht vast te houden in smalle ruimtes. Toen ik vorig jaar aan een fopspeenmal werkte, leidde onjuiste ontluchting tot verschillende afkeuringen met luchtbelletjes rond de tepel. Dat leerde me hoe cruciaal het ontwerp van ontluchting is.
Belangrijkste richtlijnen voor het ontwerp van ontluchting
| Parameter | Typische waarde | Notities |
|---|---|---|
| Ventilatiediepte | 0,005–0,02 mm | Te ondiep houdt lucht vast; te diep veroorzaakt flitsen |
| Ventilatiebreedte | 3–6 mm | Genoeg voor luchtstroom zonder siliconen lekkage |
| Locatie van de ventilatieopening | Ver van de poort | Vermijd siliconen terugstroming |
Ventilatieopeningen moeten bij het laatste vulpunt en gelijkmatig rond de holte worden geplaatst. Bij complexe geometrieën kunnen micro-ventilatieopeningen of vacuümondersteuning nodig zijn. Vacuümsystemen zorgen voor luchtbelvrije producten voor medische en babyverzorgingsproducten, waar helderheid en gladde oppervlakken essentieel zijn.
Scheidingslijnstrategie en flitscontrole?
Blikdefecten duiden vaak op problemen met de scheidingslijn. Een slechte plaatsing van de lijn verhoogt de snijkosten en verlaagt de opbrengst.
Een goed geplande scheidingslijn minimaliseert braamvorming en verbetert de esthetiek van het product, terwijl de haalbaarheid van het ontvormen wordt gewaarborgd.
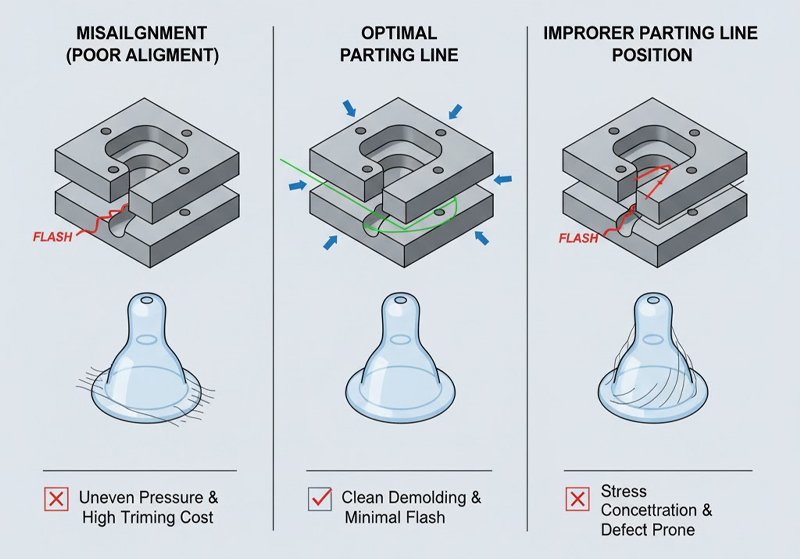
Ik herinner me nog een project waarbij een flesnippelmal steeds dunne braam langs de afdichtingsrand produceerde. Nadat ik het gereedschap had bekeken, realiseerde ik me dat de scheidingslijn zich in een hogedrukzone bevond. Door de mal te verplaatsen, werd de braam aanzienlijk verminderd.
Strategieën voor flitscontrole
- Plaats de scheidingslijn langs natuurlijke geometrische overgangen. Vermijd scherpe randen die spanning concentreren.
- Zorg voor een nauwkeurige uitlijning. Een verkeerde uitlijning van de malhelften zorgt voor een ongelijkmatige druk, wat leidt tot bramen.
- Controleer de klemkracht. Bij onvoldoende druk kan er siliconen door de scheidingslijn sijpelen.
- Polijsten en onderhouden van afdichtingsoppervlakken. Lekkages kunnen ontstaan door slijtage of ophoping van vuil.
Veelvoorkomende oorzaken van moeilijk te controleren flitsers
| Grondoorzaak | Typische symptomen | Aanbevolen oplossing |
|---|---|---|
| Slechte uitlijning van de mal | Asymmetrische flits | Malhelften opnieuw slijpen en opnieuw uitlijnen |
| Overmatige ventilatiediepte | Lange, dunne flits | Verlaag de ventilatiediepte tot 0,005 mm |
| Onjuiste positie van de scheidingslijn | Flits rond visuele gebieden | Lijn herpositioneren of ontwerp aanpassen |
Bliksemcontrole is zowel een ontwerp- als een onderhoudskwestie. Regelmatige inspectie van de afdichtingsvlakken helpt de kwaliteit gedurende de hele levensduur van de matrijs te behouden.
Overmoldtoleranties en positionering?
Nauwkeurige uitlijning is essentieel bij overmolding. Een verkeerde uitlijning kan leiden tot een ongelijkmatige hechting of functionele storingen.
Met de overmoldtolerantiecontrole wordt ervoor gezorgd dat de secundaire siliconenlaag goed hecht aan het basisonderdeel.
Bij het ontwerpen van handgrepen voor babyflessen gebruiken we vaak een tweestapsmodellering: eerst de harde binnenlaag en dan de siliconen overmold. Als de binnenlaag ook maar een beetje verschuift, wordt de zachte laag oneffen of laat deze gemakkelijk los.
Kritische factoren bij overmoldontwerp
| Parameter | Doelbereik | Invloed |
|---|---|---|
| Positioneringsnauwkeurigheid van de invoeging | ±0,02 mm | Verkeerde uitlijning veroorzaakt ongelijkmatige hechting |
| Overmoldingdikte | ≥1,0 mm | Zorgt voor een gelijkmatige vloei en hechting |
| Ruwheid van het grensvlakoppervlak | Ra 0,4–0,8 | Verbetert de hechting |
Ontwerpers moeten waar mogelijk mechanische vergrendelingen of ondersnijdingen aanbrengen om de hechting te verbeteren. Voorkom luchtinsluitingen bij de interface door ventilatieopeningen in de buurt van de hechtingszone aan te brengen. Zorg er bij siliconen van optische kwaliteit of babyproducten voor dat de oppervlakken vrij zijn van verontreinigingen die de uitharding kunnen belemmeren.
Koude loper versus warme loper selectie (LSR)?
Het ontwerp van de geleider beïnvloedt kosten, afval en temperatuurstabiliteit. De keuze van het juiste systeem beïnvloedt de efficiëntie.
Koudlopers verminderen de hoeveelheid afval en zorgen voor een stabiele materiaalkwaliteit, terwijl warmlopers beter geschikt zijn voor een consistente productie met een hoog volume.
Tijdens een project voor een babylepelmal vergeleek ik beide systemen. De koude loper verminderde het afval, maar verlengde de cyclustijd licht. De warme loper gaf snellere cycli, maar vereiste een strengere temperatuurregeling.
Vergelijkingstabel
| Functie | Koude loper | Hete loper |
|---|---|---|
| Materieel afval | Minimaal | Sommige |
| Kosten | Lagere initiële kosten | Hogere gereedschapskosten |
| Temperatuurregeling | Gemakkelijker | Kritisch |
| Cyclustijd | Langer | Korter |
| Het beste voor | Kleine of middelgrote oplages | Productie in grote volumes |
FAQ: Is Cold Runner aanbevolen voor productie in kleine series?
Ja. Voor kleine series of prototypingprojecten zijn coldrunners kosteneffectiever. Ze vereenvoudigen het onderhoud en verminderen materiaalverspilling, wat ideaal is bij het testen van wijzigingen in het productontwerp.
Ontvormmechanismen en oppervlaktetexturen?
Ontvormen bepaalt de afwerking en de cyclustijd van het product. Een slecht ontvormontwerp leidt tot scheuren of vervorming.
Een goede ontvormprocedure en selectie van de oppervlaktetextuur zorgen voor een soepele lossing en behouden de productkwaliteit.
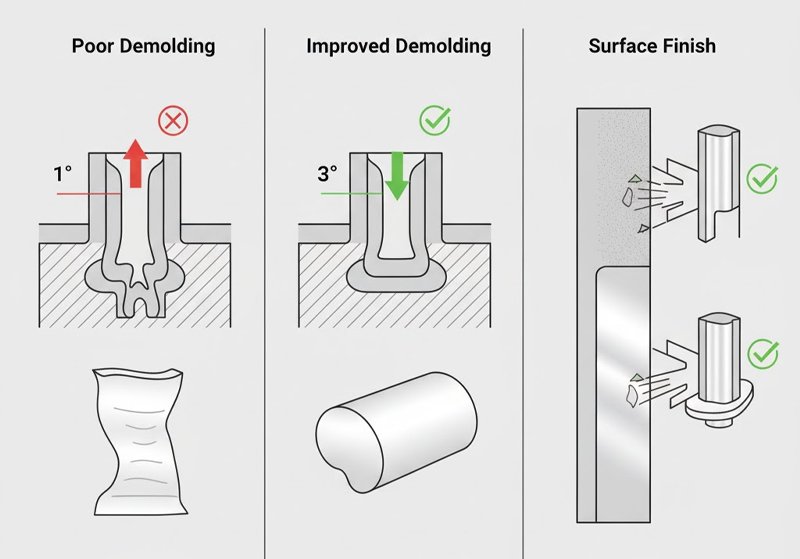
Siliconen hebben de neiging te kleven vanwege hun elasticiteit. Bij één project hadden we problemen met onderdelen die scheurden tijdens het uitwerpen. Door de lossingshoek aan te passen van 1° naar 3° en het kernoppervlak te polijsten, werd dit probleem opgelost.
Tips voor beter ontvormen
- Verhoog de trekhoeken tot 2–5° voor diepe holtes.
- Gebruik matte of fijne EDM-textuur voor een consistente afgifte.
- Gebruik luchtuitwerp- of mechanische stripsystemen om het uit de mal halen van complexe vormen te vergemakkelijken.
- Vermijd ondersnijdingen tenzij noodzakelijk; gebruik indien nodig opvouwbare kernen.
Oppervlakteafwerking beïnvloedt niet alleen het uiterlijk, maar ook het loslaatgedrag. Voor baby- of medische artikelen wordt spiegelpolijsten vaak gebruikt om de ophoping van deeltjes te verminderen en de hygiëne te waarborgen.
Krimp- en vervormingsvoorspelling?
Krimp is onvermijdelijk bij het vormen van siliconen. Het negeren ervan leidt tot maatafwijkingen en montageproblemen.
Door krimp te voorspellen en te compenseren in de matrijsontwerpfase, wordt de nauwkeurigheid van het onderdeel en stabiele prestaties gewaarborgd.
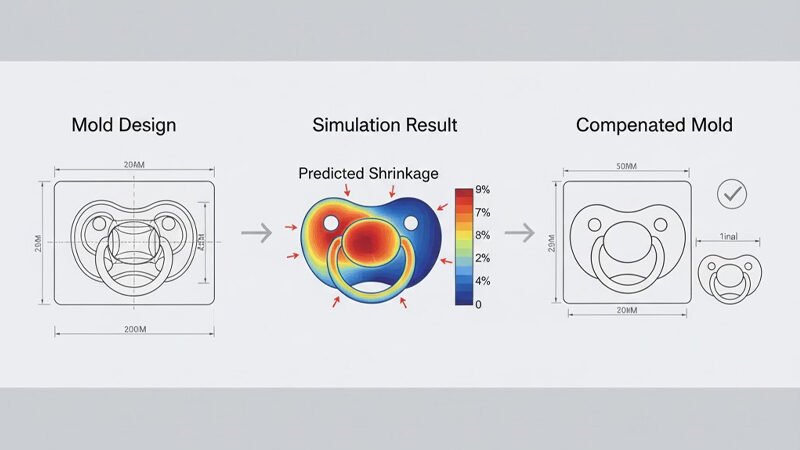
In mijn eerste projecten onderschatte ik de krimp van LSR en moest ik een mal opnieuw maken vanwege te kleine onderdelen. Nu modelleer ik de krimp altijd op basis van echte procesgegevens voordat ik de staalafmetingen definitief vastleg.
Typische LSR-krimpgegevens
| Materiaaltype | Krimppercentage | Notities |
|---|---|---|
| Algemene LSR | 2.0–3.5% | Hangt af van de uithardingstemperatuur en -druk |
| Hoge precisie LSR | 1,5–2,0% | Geoptimaliseerd voor optisch of medisch gebruik |
Voorspellende tools zoals Moldflow of SIGMASOFT kunnen vloei- en krimpgedrag simuleren. Het invoeren van de juiste uithardingsparameters verbetert de nauwkeurigheid van de voorspelling. Valideer de simulatie altijd met testshots en meet de werkelijke krimp vóór massaproductie.
Conclusie
Het ontwerpen van siliconenmatrijzen vereist precisie in elk detail. Door ontluchting, scheidingslijnen, toleranties, gietkanalen, ontvormen en krimp te beheersen, kunnen we een consistente, foutloze productie bereiken.
Bent u klaar om het ontwerp van uw siliconen mal te optimaliseren?
Upload uw 3D-productbestanden en belangrijkste vereisten om een aangepaste DFM-checklist van ons engineeringteam bij RuiYang-siliconen.