La conception de moules en silicone peut s'avérer complexe. De petits défauts de conception peuvent engendrer des coûts importants et une perte de temps considérable.
La conception efficace d'un moule en silicone repose sur un contrôle précis de la ventilation, des lignes de joint, des tolérances et du retrait afin de garantir la qualité et la fabricabilité du produit.
Chaque décision prise lors de la conception du moule influe sur les performances du produit final. En maîtrisant chaque facteur dès le début du processus, nous pouvons éviter les écueils courants de la production et obtenir des résultats de moulage stables et de haute qualité.
Débit et ventilation ?
Une bonne ventilation évite les poches d'air et les marques de brûlure. Une mauvaise ventilation provoque des bulles, un remplissage incomplet ou des défauts de surface.
La ventilation permet à l'air emprisonné de s'échapper pendant l'injection. Une ventilation équilibrée garantit un remplissage complet et une surface de produit lisse.
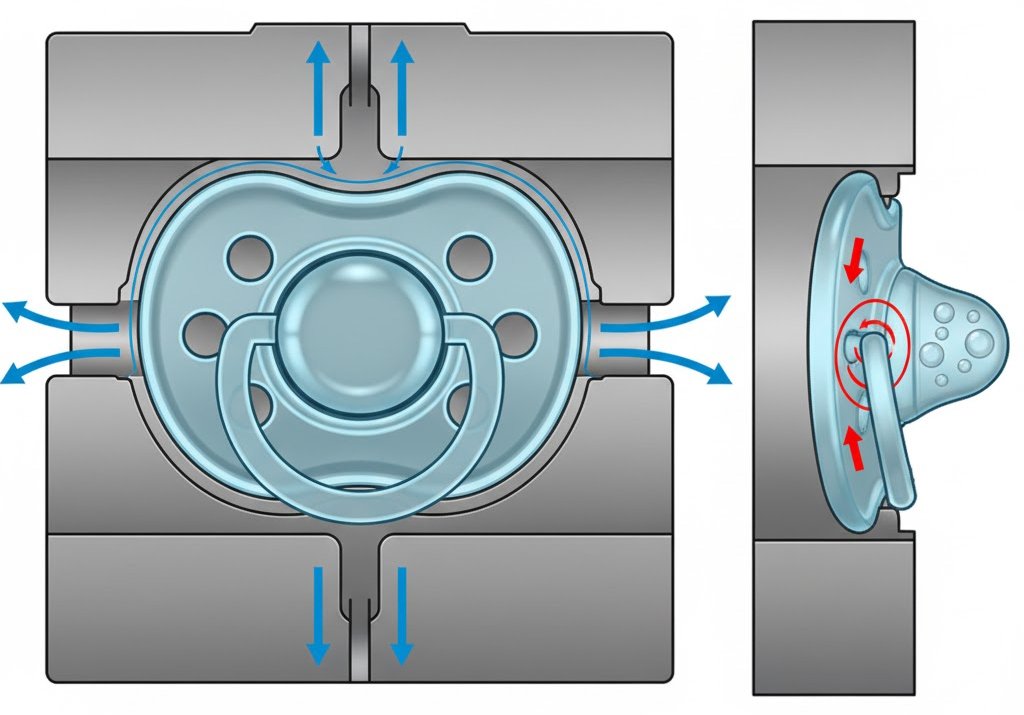
Les bulles d'air constituent un problème courant lors du moulage du silicone, car le caoutchouc de silicone liquide (LSR) est très visqueux et a tendance à emprisonner l'air dans les espaces étroits. L'année dernière, lors de la conception d'un moule pour tétine, une ventilation inadéquate a entraîné plusieurs rebuts, présentant des bulles près de la tétine. Cela m'a fait prendre conscience de l'importance cruciale d'une bonne conception de la ventilation.
Principes clés de conception de la ventilation
| Paramètre | Valeur typique | Remarques |
|---|---|---|
| Profondeur de ventilation | 0,005–0,02 mm | Une profondeur insuffisante emprisonne l'air ; une profondeur excessive provoque un éclair. |
| largeur de ventilation | 3–6 mm | Suffisant pour une circulation d'air sans fuite de silicone |
| Emplacement de la ventilation | Loin de la porte | Éviter le reflux de silicone |
Des évents doivent être placés au dernier point de remplissage et répartis uniformément dans la cavité. Pour les géométries complexes, des micro-évents ou un système de mise sous vide peuvent être nécessaires. Les systèmes de mise sous vide permettent d'obtenir des produits sans bulles, notamment pour les articles médicaux et de puériculture, où la transparence et la régularité des surfaces sont essentielles.
Stratégie de séparation et contrôle du flash ?
Les défauts de bavure indiquent souvent des problèmes de ligne de séparation. Un mauvais positionnement de cette ligne augmente les coûts de parage et réduit le rendement.
Une ligne de séparation bien conçue minimise les bavures et améliore l'esthétique du produit tout en assurant la faisabilité du démoulage.
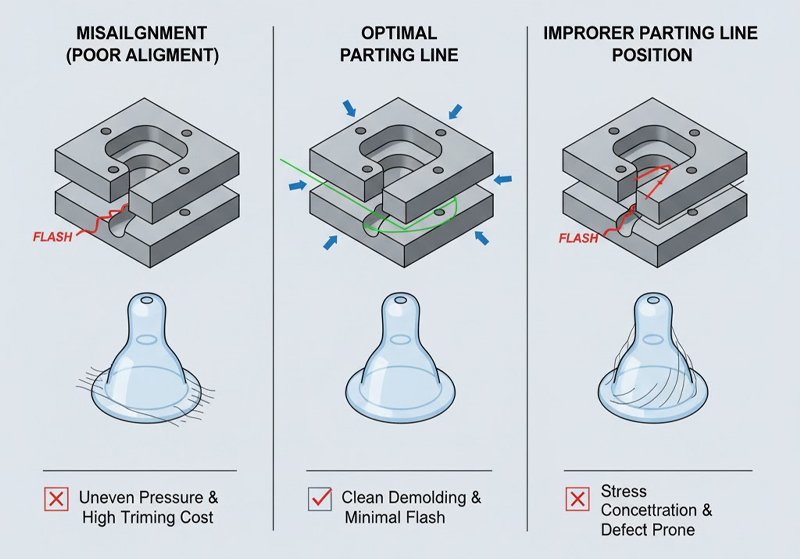
Je me souviens encore d'un projet où un moule pour tétine de biberon produisait constamment de fines bavures le long du bord de soudure. Après examen de l'outil, j'ai constaté que la ligne de joint se situait dans une zone de haute pression. Son déplacement a permis de réduire considérablement les bavures.
Stratégies de contrôle du flash
- Placez la ligne de séparation le long des transitions géométriques naturelles. Évitez les arêtes vives qui concentrent les tensions.
- Maintenir un alignement précis. Un mauvais alignement entre les deux moitiés du moule crée une pression inégale, ce qui entraîne des bavures.
- Contrôler la force de serrage. Une pression insuffisante permet au silicone de s'infiltrer à travers la ligne de joint.
- Polir et entretenir les surfaces d'étanchéité. L'usure ou l'accumulation de saletés peuvent provoquer des fuites.
Causes principales courantes des flashs difficiles à contrôler
| Cause première | Symptômes typiques | Solution recommandée |
|---|---|---|
| Mauvais alignement du moule | Flash asymétrique | Rebroyer et réaligner les moitiés du moule |
| Profondeur de ventilation excessive | long et fin éclair | Réduire la profondeur de l'évent à 0,005 mm |
| Position incorrecte de la ligne de séparation | Éclairer les zones visuelles | Repositionner la ligne ou modifier le design |
La maîtrise des bavures est un aspect à la fois de la conception et de la maintenance. L'inspection régulière des surfaces d'étanchéité contribue à maintenir la qualité tout au long de la durée de vie du moule.
Tolérances et positionnement du surmoulage ?
Un alignement précis est essentiel en surmoulage. Un mauvais alignement peut entraîner un collage irrégulier ou un dysfonctionnement.
Le contrôle des tolérances de surmoulage garantit une bonne adhérence de la couche secondaire de silicone au composant de base.
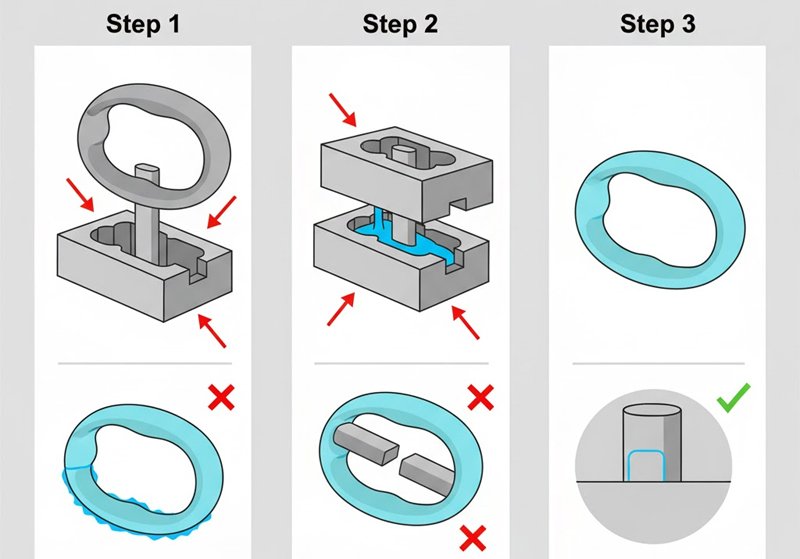
Lors de la conception des poignées de biberons, on utilise souvent un moulage en deux étapes : d’abord l’insert rigide, puis le surmoulage en silicone. Si l’insert se déplace, même légèrement, la couche souple devient irrégulière ou se décolle facilement.
Facteurs critiques dans la conception du surmoulage
| Paramètre | Portée de tir | Impact |
|---|---|---|
| Précision de positionnement de l'insert | ±0,02 mm | Un mauvais alignement provoque une liaison inégale |
| Épaisseur du surmoulage | ≥1,0 mm | Assure un flux et une liaison uniformes |
| rugosité de la surface d'interface | Ra 0,4–0,8 | Améliore l'adhérence |
Les concepteurs doivent prévoir, dans la mesure du possible, des verrous mécaniques ou des contre-dépouilles pour améliorer l'adhérence. Il convient d'éviter les poches d'air à l'interface en ajoutant des évents près de la zone de collage. Pour le silicone de qualité optique ou les produits pour bébés, il est impératif de s'assurer que les surfaces sont exemptes de contaminants susceptibles d'inhiber le durcissement.
Sélection du canal froid ou du canal chaud (LSR) ?
La conception du canal d'alimentation influe sur les coûts, les déchets et la stabilité de la température. Le choix du système approprié a un impact sur l'efficacité.
Les canaux froids réduisent les déchets et maintiennent la stabilité des matériaux, tandis que les canaux chauds sont mieux adaptés à une production à grand volume et constante.
Lors d'un projet de moule pour cuillère bébé, j'ai comparé les deux systèmes. Le système à canaux froids a réduit les déchets, mais a légèrement augmenté le temps de cycle. Le système à canaux chauds a permis des cycles plus rapides, mais a nécessité un contrôle plus strict de la température.
Tableau comparatif
| Fonctionnalité | Coureur à froid | Coureur à chaud |
|---|---|---|
| Déchets matériels | Minimal | Quelques |
| Coût | coût initial plus faible | Coût d'outillage plus élevé |
| Contrôle de la température | Plus facile | Critique |
| Temps de cycle | Plus long | Plus court |
| Idéal pour | petites ou moyennes séries | Production à grand volume |
FAQ : Le système à canaux froids est-il recommandé pour la production en petites séries ?
Oui. Pour les projets de petite série ou de prototypage, les systèmes à canaux froids sont plus économiques. Ils simplifient la maintenance et réduisent le gaspillage de matériaux, ce qui est idéal pour tester les modifications de conception d'un produit.
Mécanismes de démoulage et textures de surface ?
Le démoulage détermine la finition du produit et le temps de cycle. Une mauvaise conception du démoulage entraîne des déchirures ou des déformations.
Un démoulage approprié et une sélection judicieuse de la texture de surface garantissent un démoulage en douceur et préservent la qualité du produit.
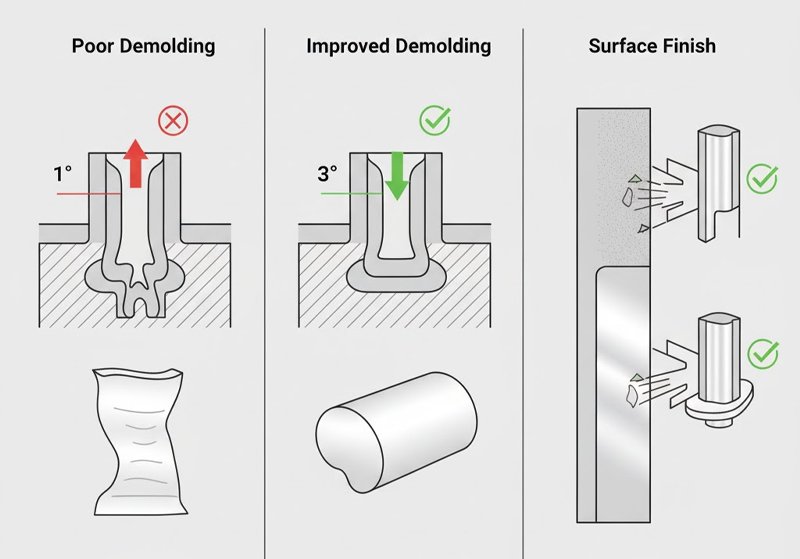
Le silicone a tendance à coller en raison de son élasticité. Lors d'un projet, nous avons rencontré des difficultés avec des pièces qui se déchiraient lors de l'éjection. Le problème a été résolu en ajustant l'angle de dépouille de 1° à 3° et en polissant la surface du noyau.
Conseils pour un démoulage plus efficace
- Augmenter les angles de tirage à 2–5° pour les cavités profondes.
- Utiliser une texture EDM mate ou fine pour une diffusion régulière.
- Utiliser des systèmes de décapage à éjection d'air ou mécaniques pour faciliter le démoulage des formes complexes.
- Évitez les contre-dépouilles sauf nécessité ; utiliser des noyaux pliables si nécessaire.
L'état de surface influe non seulement sur l'apparence, mais aussi sur le comportement des particules libérées. Pour les articles de puériculture ou médicaux, le polissage miroir est souvent utilisé afin de réduire l'accumulation de particules et de garantir l'hygiène.
Prédiction du taux de retrait et de la déformation ?
Le retrait est inévitable lors du moulage du silicone. Le négliger entraîne des écarts dimensionnels et des problèmes d'assemblage.
La prévision et la compensation du retrait lors de la conception du moule garantissent la précision des pièces et des performances stables.
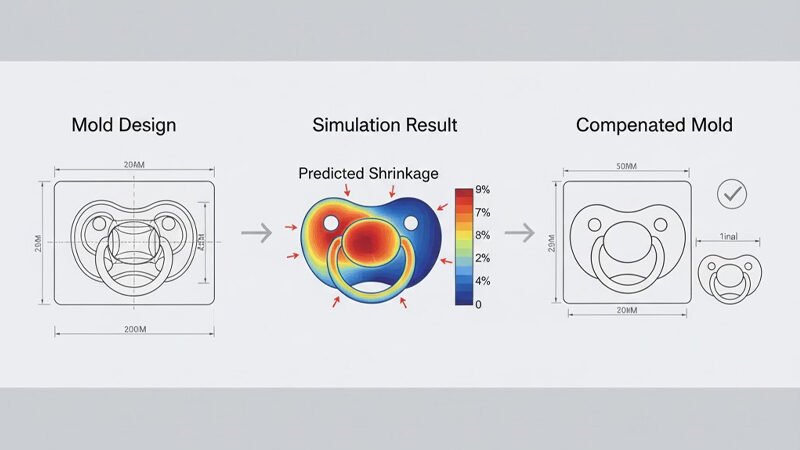
Dans mes premiers projets, j'ai sous-estimé le retrait du LSR et j'ai dû refaire un moule à cause de pièces trop petites. Désormais, je modélise systématiquement le retrait à partir de données de procédé réelles avant de finaliser les dimensions de l'acier.
Données typiques de rétrécissement LSR
| Type de matériau | Taux de rétrécissement | Remarques |
|---|---|---|
| LSR général | 2,0–3,5% | Cela dépend de la température et de la pression de cuisson. |
| LSR haute précision | 1,5–2,0% | Optimisé pour une utilisation optique ou médicale |
Des outils de prédiction comme Moldflow ou SIGMASOFT permettent de simuler l'écoulement et le retrait. La saisie de paramètres de polymérisation corrects améliore la précision des prédictions. Il est impératif de valider la simulation par des essais et de mesurer le retrait réel avant la production en série.
Conclusion
La conception des moules en silicone exige une précision extrême. La maîtrise de la ventilation, des lignes de joint, des tolérances, des canaux d'alimentation, du démoulage et du retrait permet d'obtenir une production homogène et sans défaut.
Prêt à optimiser la conception de votre moule en silicone ?
Téléchargez les fichiers 3D de votre produit et les exigences clés pour recevoir une offre. liste de contrôle DFM personnalisée de notre équipe d'ingénierie chez Silicone RuiYang.