
Projektowanie form silikonowych bywa trudne. Drobne błędy konstrukcyjne mogą prowadzić do kosztownych usterek i straty czasu.
Efektywna konstrukcja formy silikonowej opiera się na precyzyjnej kontroli odpowietrzania, linii podziału, tolerancji i skurczu w celu zapewnienia jakości produktu i możliwości produkcyjnych.
Każda decyzja w projekcie formy wpływa na wydajność produktu końcowego. Dzięki zrozumieniu każdego czynnika na wczesnym etapie procesu możemy uniknąć typowych pułapek produkcyjnych i osiągnąć stabilne, wysokiej jakości rezultaty formowania.
Przepływ i odpowietrzanie?
Dobra wentylacja zapobiega powstawaniu pęcherzyków powietrza i śladów przypaleń. Niewłaściwa wentylacja powoduje powstawanie pęcherzyków powietrza, niepełne wypełnienia lub wady powierzchni.
Odpowietrzanie pozwala na ucieczkę uwięzionego powietrza podczas wtrysku. Zrównoważone odpowietrzanie zapewnia całkowite wypełnienie i gładką powierzchnię produktu.
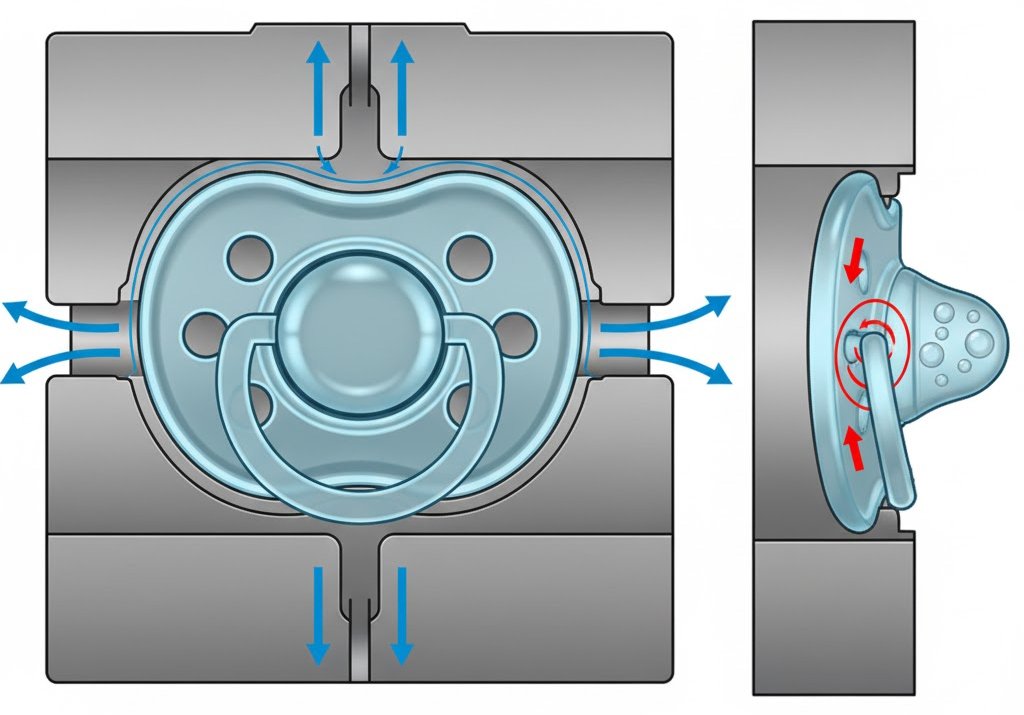
Uwięzienie powietrza stanowi częste wyzwanie w formowaniu silikonu, ponieważ ciekły kauczuk silikonowy (LSR) ma wysoką lepkość i ma tendencję do zatrzymywania powietrza w wąskich przestrzeniach. Kiedy pracowałem nad formą smoczka w zeszłym roku, nieprawidłowe odpowietrzanie spowodowało kilka odrzutów z pęcherzykami powietrza w okolicy smoczka. To nauczyło mnie, jak ważna jest konstrukcja odpowietrzania.
Wytyczne dotyczące projektowania kluczowych otworów wentylacyjnych
| Parametr | Wartość typowa | Notatki |
|---|---|---|
| Głębokość otworu wentylacyjnego | 0,005–0,02 mm | Zbyt płytko zatrzymuje powietrze, zbyt głęboko powoduje błyski |
| Szerokość otworu wentylacyjnego | 3–6 mm | Wystarczająco dużo, aby zapewnić przepływ powietrza bez wycieków silikonu |
| Lokalizacja otworu wentylacyjnego | Daleko od bramy | Unikaj cofania się silikonu |
Otwory wentylacyjne powinny być umieszczone w ostatnim punkcie napełniania i równomiernie wokół wnęki. W przypadku skomplikowanych kształtów mogą być potrzebne mikrootwory wentylacyjne lub wspomaganie próżniowe. Systemy próżniowe pomagają zapewnić brak pęcherzyków powietrza w produktach medycznych i do pielęgnacji niemowląt, gdzie przejrzystość i gładkie powierzchnie są kluczowe.
Strategia linii podziału i kontrola błysku?
Wady wypływek często wskazują na problemy z linią podziału. Nieprawidłowe umiejscowienie linii zwiększa koszty przycinania i zmniejsza wydajność.
Dobrze zaplanowana linia podziału minimalizuje powstawanie wypływek i poprawia estetykę produktu, zapewniając jednocześnie możliwość wyjęcia z formy.
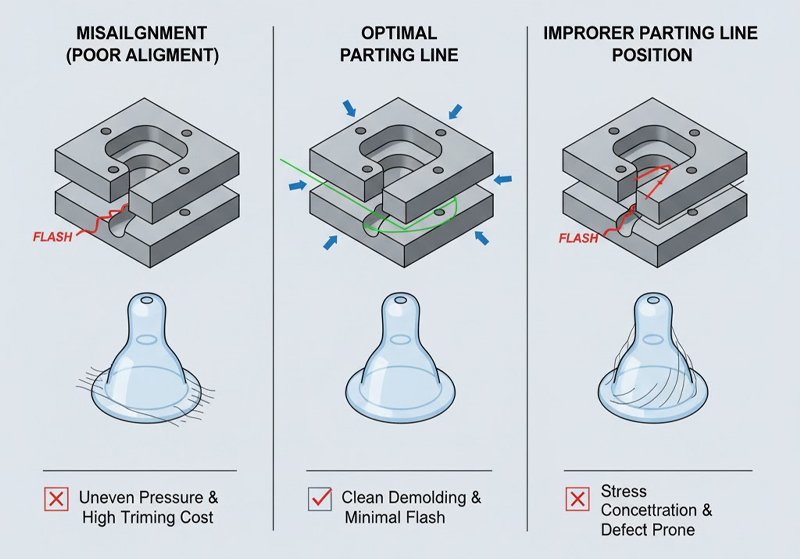
Wciąż pamiętam projekt, w którym forma do smoczka do butelek ciągle wytwarzała cienkie wypływki wzdłuż krawędzi uszczelniającej. Po przyjrzeniu się narzędziu zdałem sobie sprawę, że linia podziału znajdowała się w strefie wysokiego ciśnienia. Zmiana jej położenia znacznie zmniejszyła wypływki.
Strategie kontroli błysku
- Umieść linię podziału wzdłuż naturalnych przejść geometrycznych. Unikaj ostrych krawędzi, które powodują koncentrację naprężeń.
- Utrzymuj precyzyjne ustawienie. Niewspółosiowość pomiędzy połówkami formy powoduje nierównomierne ciśnienie, co prowadzi do powstawania wypływek.
- Kontroluj siłę zacisku. Niedostateczne ciśnienie umożliwia przedostanie się silikonu przez linię podziału.
- Polerowanie i konserwacja powierzchni uszczelniających. Zużycie lub nagromadzenie brudu może być przyczyną przecieków.
Najczęstsze przyczyny problemów z kontrolą Flasha
| Przyczyna główna | Typowe objawy | Zalecane rozwiązanie |
|---|---|---|
| Niewłaściwe wyrównanie formy | Asymetryczna lampa błyskowa | Ponowne szlifowanie i ponowne wyrównywanie połówek formy |
| Nadmierna głębokość otworu wentylacyjnego | Długi, cienki błysk | Zmniejsz głębokość otworu odpowietrzającego do 0,005 mm |
| Nieprawidłowe położenie linii podziału | Błysk wokół obszarów wizualnych | Zmień położenie linii lub zmodyfikuj projekt |
Kontrola wypływu jest kwestią zarówno konstrukcyjną, jak i konserwacyjną. Rutynowa kontrola powierzchni uszczelniających pomaga utrzymać jakość przez cały okres użytkowania formy.
Tolerancje i pozycjonowanie formowania wtryskowego?
Precyzyjne wyrównanie jest niezbędne w procesie formowania wtryskowego. Niewłaściwe wyrównanie może prowadzić do nierównomiernego łączenia lub nieprawidłowego działania.
Kontrola tolerancji formowania wtryskowego zapewnia prawidłowe połączenie wtórnej warstwy silikonowej z elementem bazowym.
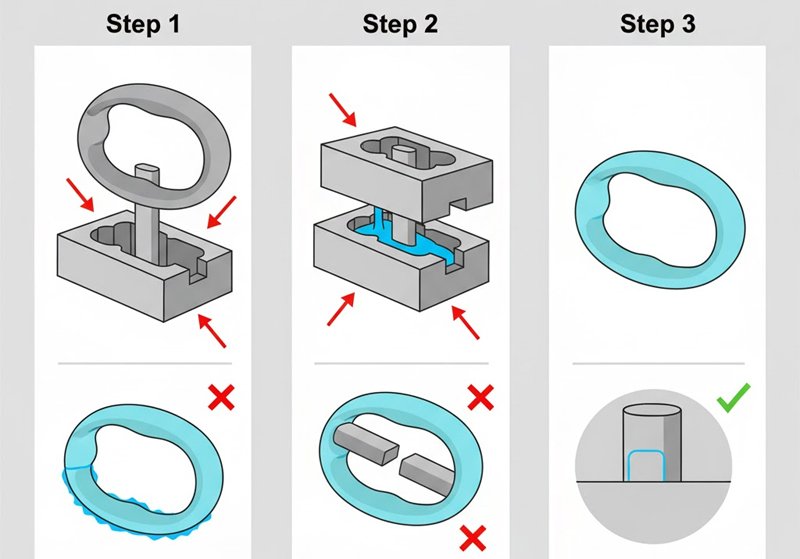
Projektując uchwyty do butelek dla niemowląt, często mamy do czynienia z formowaniem dwuetapowym – najpierw sztywna wkładka, a następnie silikonowa nakładka. Jeśli wkładka przesunie się nawet nieznacznie, miękka warstwa staje się nierówna lub łatwo się odkleja.
Krytyczne czynniki w projektowaniu form wtryskowych
| Parametr | Zakres docelowy | Uderzenie |
|---|---|---|
| Dokładność pozycjonowania wkładki | ±0,02 mm | Niewspółosiowość powoduje nierównomierne wiązanie |
| Grubość formy wtryskowej | ≥1,0 mm | Zapewnia równomierny przepływ i wiązanie |
| Chropowatość powierzchni interfejsu | Ra 0,4–0,8 | Poprawia przyczepność |
Projektanci powinni w miarę możliwości uwzględnić blokady mechaniczne lub podcięcia, aby poprawić wiązanie. Aby uniknąć powstawania pęcherzyków powietrza na styku, dodając otwory wentylacyjne w pobliżu strefy łączenia. W przypadku silikonu optycznego lub produktów dla niemowląt należy upewnić się, że powierzchnie są wolne od zanieczyszczeń, które mogą utrudniać utwardzanie.
Wybór kanału zimnego czy gorącego (LSR)?
Konstrukcja kanału wlotowego wpływa na koszty, ilość odpadów i stabilność temperaturową. Wybór odpowiedniego systemu wpływa na wydajność.
Kanały zimne redukują ilość odpadów i utrzymują stabilność materiału, natomiast kanały gorące lepiej sprawdzają się w przypadku produkcji wielkoseryjnej o stałej objętości.
Podczas projektu formy do łyżeczek dla niemowląt porównałem oba systemy. Kanał zimny zmniejszył ilość odpadów, ale nieznacznie wydłużył czas cyklu. Kanał gorący zapewnił szybsze cykle, ale wymagał ściślejszej kontroli temperatury.
Tabela porównawcza
| Funkcja | Zimny biegacz | Kanał gorący |
|---|---|---|
| Odpad materiałowy | Minimalny | Niektóre |
| Koszt | Niższy koszt początkowy | Wyższy koszt oprzyrządowania |
| Kontrola temperatury | Łatwiej | Krytyczny |
| Czas cyklu | Dłużej | Krótszy |
| Najlepszy dla | Małe lub średnie serie | Produkcja wielkoseryjna |
FAQ: Czy kanał zimny jest zalecany do produkcji małoseryjnej?
Tak. W przypadku projektów małych partii lub prototypów, kanały zimne są bardziej opłacalne. Upraszczają konserwację i redukują straty materiałów, co jest idealne podczas testowania zmian w projekcie produktu.
Mechanizmy wyjmowania z formy i faktury powierzchni?
Rozformowanie decyduje o wykończeniu produktu i czasie cyklu. Nieprawidłowe zaprojektowanie rozformowania prowadzi do rozdarć lub odkształceń.
Prawidłowe wyjmowanie z formy i dobór tekstury powierzchni zapewniają płynne wyjmowanie z formy i zachowanie jakości produktu.
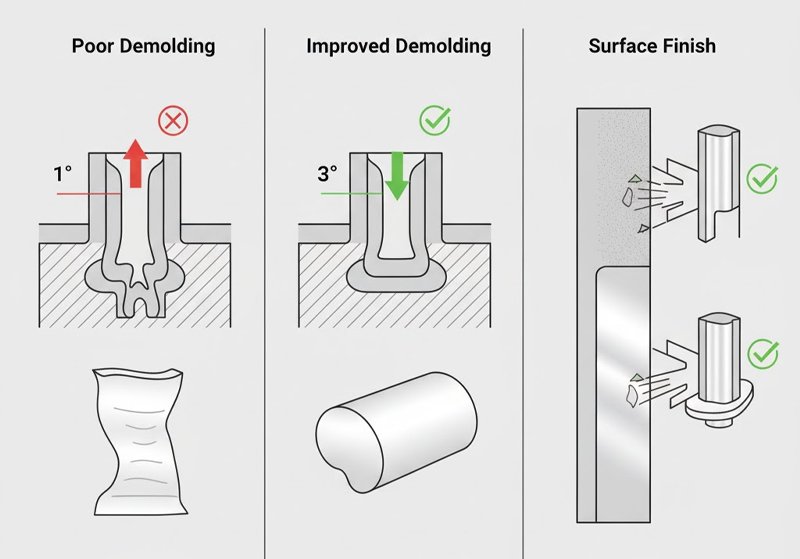
Silikon ma tendencję do przywierania ze względu na swoją elastyczność. W jednym z projektów zmagaliśmy się z rozrywaniem części podczas wyrzucania. Zmiana kąta pochylenia z 1° do 3° i wypolerowanie powierzchni rdzenia rozwiązały problem.
Wskazówki dotyczące lepszego wyjmowania z formy
- Zwiększ kąty pochylenia do 2–5° w przypadku głębokich ubytków.
- Użyj matowej lub drobnej tekstury EDM w celu zapewnienia spójnego uwalniania.
- Zastosuj systemy usuwania powietrza lub mechaniczne aby ułatwić wyjmowanie z form przedmiotów o skomplikowanych kształtach.
- Unikaj podcięć chyba że jest to konieczne; w razie potrzeby należy stosować rdzenie składane.
Wykończenie powierzchni wpływa nie tylko na wygląd, ale również na sposób uwalniania zanieczyszczeń. W przypadku artykułów dziecięcych lub medycznych, polerowanie na wysoki połysk jest często stosowane w celu ograniczenia gromadzenia się cząstek i zapewnienia higieny.
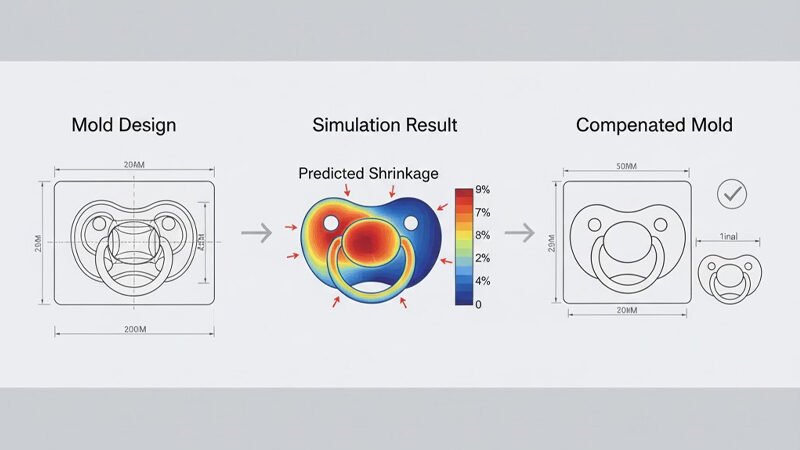
Prognozowanie szybkości kurczenia się i odkształceń?
Skurcz jest nieunikniony w formowaniu silikonowym. Ignorowanie go powoduje odchylenia wymiarowe i problemy z montażem.
Przewidywanie skurczu i kompensacja go na etapie projektowania formy gwarantuje dokładność wykonania części i stabilną pracę.
W moich pierwszych projektach niedoszacowałem skurczu LSR i musiałem przerabiać formę z powodu zbyt małych rozmiarów części. Teraz zawsze modeluję skurcz w oparciu o rzeczywiste dane procesowe przed ostatecznym ustaleniem wymiarów stali.
Typowe dane dotyczące skurczu LSR
| Rodzaj materiału | Współczynnik skurczu | Notatki |
|---|---|---|
| Ogólny LSR | 2,0–3,5% | Zależy od temperatury i ciśnienia utwardzania |
| Wysoka precyzja LSR | 1,5–2,0% | Zoptymalizowany do zastosowań optycznych i medycznych |
Narzędzia predykcyjne, takie jak Moldflow czy SIGMASOFT, umożliwiają symulację przepływu i skurczu. Wprowadzenie prawidłowych parametrów utwardzania poprawia dokładność prognoz. Zawsze weryfikuj symulację za pomocą próbnych odbitek i mierz rzeczywisty skurcz przed rozpoczęciem produkcji masowej.
Wniosek
Projektowanie form silikonowych wymaga precyzji w każdym detalu. Dzięki opanowaniu odpowietrzania, linii podziału, tolerancji, kanałów wlewowych, wyjmowania z formy i skurczu, możemy osiągnąć powtarzalną, bezbłędną produkcję.
Gotowy zoptymalizować projekt formy silikonowej?
Prześlij pliki 3D swojego produktu i kluczowe wymagania, aby otrzymać niestandardowa lista kontrolna DFM od naszego zespołu inżynierów w Silikon RuiYang.








