सिलिकॉन मोल्ड डिज़ाइन करना मुश्किल हो सकता है। डिज़ाइन में छोटी-छोटी खामियाँ महंगी खराबी और समय की बर्बादी का कारण बन सकती हैं।
प्रभावी सिलिकॉन मोल्ड डिजाइन, उत्पाद की गुणवत्ता और विनिर्माण क्षमता सुनिश्चित करने के लिए वेंटिंग, पार्टिंग लाइनों, सहनशीलता और सिकुड़न के सटीक नियंत्रण पर निर्भर करता है।
मोल्ड डिज़ाइन में हर निर्णय अंतिम उत्पाद के प्रदर्शन को प्रभावित करता है। प्रक्रिया के आरंभ में ही प्रत्येक कारक को समझकर, हम उत्पादन में आने वाली आम कमियों से बच सकते हैं और स्थिर, उच्च-गुणवत्ता वाले मोल्डिंग परिणाम प्राप्त कर सकते हैं।
प्रवाह और वेंटिंग?
अच्छी वेंटिंग हवा के फँसने और जलने के निशानों को रोकती है। खराब वेंटिंग बुलबुले, अधूरे भराव या सतही दोषों का कारण बनती है।
वेंटिंग इंजेक्शन के दौरान फंसी हुई हवा को बाहर निकलने देती है। संतुलित वेंटिंग पूरी तरह से भरने और उत्पाद की चिकनी सतह सुनिश्चित करती है।
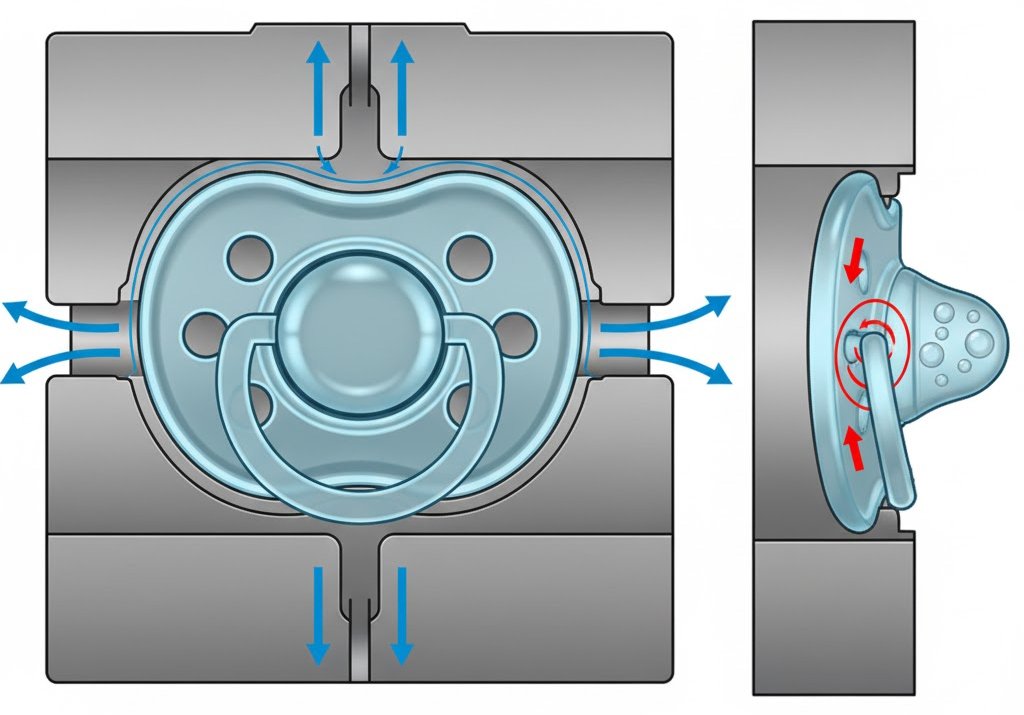
सिलिकॉन मोल्डिंग में एयर ट्रैप एक आम चुनौती है क्योंकि लिक्विड सिलिकॉन रबर (LSR) की चिपचिपाहट ज़्यादा होती है और यह संकरी जगहों पर हवा फँसा लेता है। पिछले साल जब मैंने एक पेसिफायर मोल्ड पर काम किया, तो गलत तरीके से हवा निकालने की वजह से निप्पल के पास बुलबुले के साथ कई बार हवा निकल गई। इससे मुझे पता चला कि वेंटिंग डिज़ाइन कितना ज़रूरी है।
कुंजी वेंटिंग डिज़ाइन दिशानिर्देश
| पैरामीटर | विशिष्ट मान | नोट्स |
|---|---|---|
| वेंट गहराई | 0.005–0.02 मिमी | बहुत उथली हवा को रोकती है; बहुत गहरी चमक पैदा करती है |
| वेंट चौड़ाई | 3–6 मिमी | सिलिकॉन रिसाव के बिना हवा के प्रवाह के लिए पर्याप्त |
| वेंट स्थान | गेट से दूर | सिलिकॉन बैकफ़्लो से बचें |
वेंट को अंतिम भराव बिंदु पर और गुहा के चारों ओर समान रूप से लगाया जाना चाहिए। जटिल ज्यामिति में, सूक्ष्म वेंट या वैक्यूम सहायता की आवश्यकता हो सकती है। वैक्यूम सिस्टम चिकित्सा और शिशु देखभाल उत्पादों के लिए बुलबुला-मुक्त उत्पाद सुनिश्चित करने में मदद करते हैं, जहाँ स्पष्टता और चिकनी सतह आवश्यक होती है।
बिदाई रेखा रणनीति और फ्लैश नियंत्रण?
फ्लैश दोष अक्सर पार्टिंग लाइन की समस्याओं का संकेत देते हैं। लाइन की गलत स्थिति से ट्रिमिंग की लागत बढ़ जाती है और उपज कम हो जाती है।
एक सुनियोजित विभाजन रेखा फ्लैश को न्यूनतम करती है और उत्पाद के सौंदर्य में सुधार करती है, साथ ही डिमोल्डिंग व्यवहार्यता भी सुनिश्चित करती है।
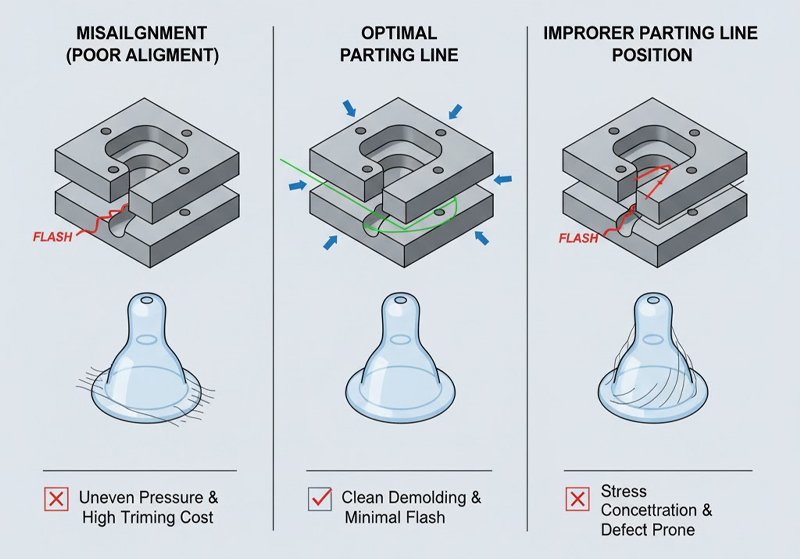
मुझे आज भी एक प्रोजेक्ट याद है जहाँ बोतल के निप्पल मोल्ड से सीलिंग किनारे पर पतली चमक पैदा हो रही थी। उपकरण की समीक्षा करने के बाद, मुझे एहसास हुआ कि पार्टिंग लाइन उच्च दबाव वाले क्षेत्र में रखी गई थी। इसे दूसरी जगह लगाने से चमक में नाटकीय रूप से कमी आई।
फ्लैश नियंत्रण के लिए रणनीतियाँ
- विभाजन रेखा को प्राकृतिक ज्यामिति संक्रमण के साथ रखें। तनाव को केंद्रित करने वाले तीखे किनारों से बचें।
- सटीक संरेखण बनाए रखें. मोल्ड के आधे हिस्सों के बीच गलत संरेखण के कारण असमान दबाव पैदा होता है, जिसके कारण फ्लैश उत्पन्न होता है।
- क्लैम्पिंग बल को नियंत्रित करें. अपर्याप्त दबाव के कारण सिलिकॉन विभाजन रेखा से रिस जाता है।
- सीलिंग सतहों को पॉलिश करें और उनका रखरखाव करें। घिसाव या गंदगी के जमाव के कारण रिसाव हो सकता है।
नियंत्रण में कठिन फ्लैश के सामान्य मूल कारण
| मूल कारण | विशिष्ट लक्षण | अनुशंसित समाधान |
|---|---|---|
| खराब मोल्ड संरेखण | असममित फ़्लैश | साँचे के आधे हिस्सों को फिर से पीसना और पुनः संरेखित करना |
| अत्यधिक वेंट गहराई | लंबी, पतली फ्लैश | वेंट की गहराई को 0.005 मिमी तक कम करें |
| अनुचित विभाजन रेखा स्थिति | दृश्य क्षेत्रों के चारों ओर फ़्लैश | लाइन को पुनः व्यवस्थित करें या डिज़ाइन संशोधित करें |
फ़्लैश नियंत्रण डिज़ाइन और रखरखाव दोनों का मामला है। सीलिंग सतहों का नियमित निरीक्षण मोल्ड के जीवनकाल में गुणवत्ता बनाए रखने में मदद करता है।
ओवरमोल्ड सहनशीलता और स्थिति?
ओवरमोल्डिंग में सटीक संरेखण आवश्यक है। गलत संरेखण से असमान बंधन या कार्यात्मक विफलता हो सकती है।
ओवरमोल्ड सहिष्णुता नियंत्रण यह सुनिश्चित करता है कि द्वितीयक सिलिकॉन परत आधार घटक से ठीक से जुड़ जाए।
शिशु की बोतल के हैंडल डिज़ाइन करते समय, हम अक्सर दो-चरणीय मोल्डिंग का उपयोग करते हैं—पहले कठोर इन्सर्ट, फिर सिलिकॉन ओवरमोल्ड। अगर इन्सर्ट थोड़ा सा भी हिलता है, तो नरम परत असमान हो जाती है या आसानी से उखड़ जाती है।
ओवरमोल्ड डिज़ाइन में महत्वपूर्ण कारक
| पैरामीटर | लक्ष्य सीमा | प्रभाव |
|---|---|---|
| स्थिति सटीकता डालें | ±0.02 मिमी | गलत संरेखण के कारण असमान संबंध बनता है |
| ओवरमोल्ड मोटाई | ≥1.0 मिमी | एकसमान प्रवाह और बंधन सुनिश्चित करता है |
| इंटरफ़ेस सतह खुरदरापन | रा 0.4–0.8 | आसंजन में सुधार करता है |
डिज़ाइनरों को जहाँ तक संभव हो, बॉन्डिंग को बेहतर बनाने के लिए मैकेनिकल लॉक या अंडरकट शामिल करने चाहिए। बॉन्डिंग ज़ोन के पास वेंटिंग लगाकर इंटरफ़ेस पर हवा के जाल से बचें। ऑप्टिकल-ग्रेड सिलिकॉन या शिशु उत्पादों के लिए, सुनिश्चित करें कि सतहें ऐसे दूषित पदार्थों से मुक्त हों जो इलाज में बाधा डाल सकते हैं।
कोल्ड रनर बनाम हॉट रनर चयन (एलएसआर)?
रनर डिज़ाइन लागत, अपशिष्ट और तापमान स्थिरता को प्रभावित करता है। सही प्रणाली का चयन दक्षता को प्रभावित करता है।
कोल्ड रनर अपशिष्ट को कम करते हैं और सामग्री की स्थिरता बनाए रखते हैं, जबकि हॉट रनर उच्च मात्रा, सुसंगत उत्पादन के लिए बेहतर होते हैं।
एक बेबी स्पून मोल्ड के प्रोजेक्ट के दौरान, मैंने दोनों प्रणालियों की तुलना की। ठंडे रनर से अपशिष्ट कम हुआ लेकिन चक्र का समय थोड़ा बढ़ गया। गर्म रनर से चक्र तेज़ हुए लेकिन तापमान पर ज़्यादा नियंत्रण की ज़रूरत पड़ी।
तुलना तालिका
| विशेषता | कोल्ड रनर | हॉट रनर |
|---|---|---|
| भौतिक अपशिष्ट | कम से कम | कुछ |
| लागत | कम प्रारंभिक लागत | उच्च टूलींग लागत |
| तापमान नियंत्रण | आसान | गंभीर |
| समय चक्र | लंबे समय तक | छोटा |
| सर्वश्रेष्ठ के लिए | छोटे या मध्यम रन | उच्च मात्रा में उत्पादन |
FAQ: क्या छोटे बैच उत्पादन के लिए कोल्ड रनर की सिफारिश की जाती है?
हाँ। छोटे बैच या प्रोटोटाइप परियोजनाओं के लिए, कोल्ड रनर ज़्यादा किफ़ायती होते हैं। ये रखरखाव को आसान बनाते हैं और सामग्री की बर्बादी को कम करते हैं, जो उत्पाद डिज़ाइन में बदलावों का परीक्षण करते समय आदर्श होता है।
डिमोल्डिंग तंत्र और सतह बनावट?
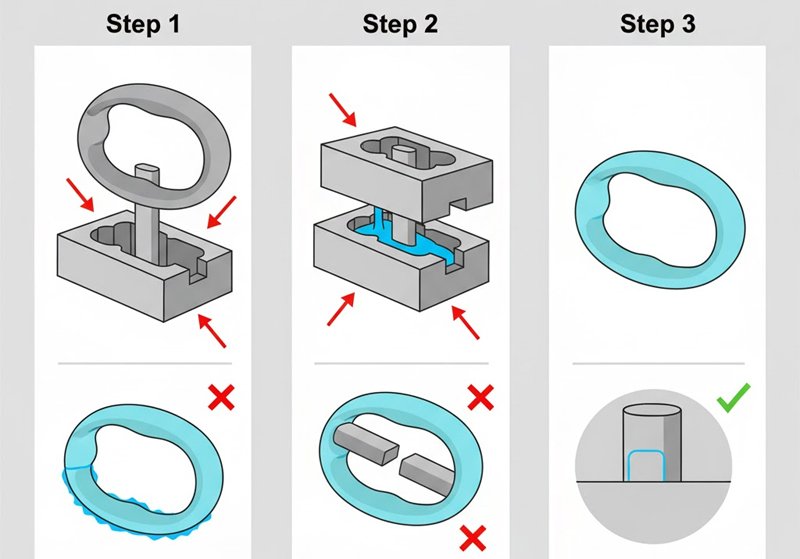
डिमोल्डिंग उत्पाद की फिनिश और चक्र समय को परिभाषित करता है। खराब डिमोल्डिंग डिज़ाइन के कारण उत्पाद फट सकता है या विकृत हो सकता है।
उचित डिमोल्डिंग और सतह बनावट का चयन सुचारू रिलीज सुनिश्चित करता है और उत्पाद की गुणवत्ता बनाए रखता है।
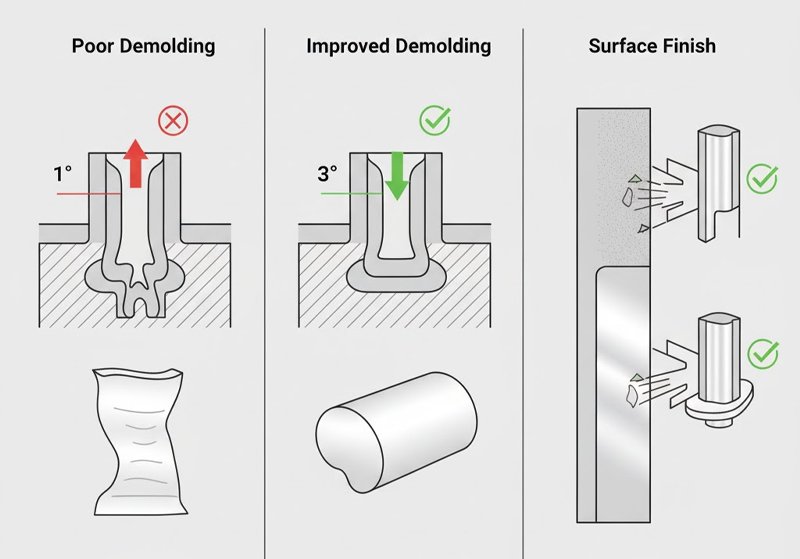
सिलिकॉन अपनी लोच के कारण चिपक जाता है। एक प्रोजेक्ट में, हमें इजेक्शन के दौरान पुर्ज़ों के फटने की समस्या से जूझना पड़ा। ड्राफ्ट एंगल को 1° से 3° तक एडजस्ट करने और कोर सतह को पॉलिश करने से यह समस्या हल हो गई।
बेहतर डिमोल्डिंग के लिए सुझाव
- ड्राफ्ट कोण बढ़ाएँ गहरी गुहाओं के लिए 2-5° तक।
- मैट या फाइन ईडीएम बनावट का उपयोग करें लगातार रिलीज के लिए.
- एयर-इजेक्ट या मैकेनिकल स्ट्रिपर सिस्टम लागू करें जटिल आकृतियों के लिए डिमोल्डिंग में सहायता करना।
- अंडरकट से बचें जब तक आवश्यक न हो; यदि आवश्यक हो तो बंधने योग्य कोर का उपयोग करें।
सतह की फिनिश न केवल दिखावट को प्रभावित करती है, बल्कि उत्सर्जन व्यवहार को भी प्रभावित करती है। शिशु या चिकित्सा संबंधी वस्तुओं के लिए, कणों के जमाव को कम करने और स्वच्छता सुनिश्चित करने के लिए अक्सर दर्पण पॉलिशिंग का उपयोग किया जाता है।
संकोचन दर और विरूपण भविष्यवाणी?
सिलिकॉन मोल्डिंग में सिकुड़न अपरिहार्य है। इसे नज़रअंदाज़ करने से आयामी विचलन और संयोजन संबंधी समस्याएँ पैदा हो सकती हैं।
मोल्ड डिजाइन चरण में सिकुड़न और क्षतिपूर्ति की भविष्यवाणी करने से भाग की सटीकता और स्थिर प्रदर्शन सुनिश्चित होता है।
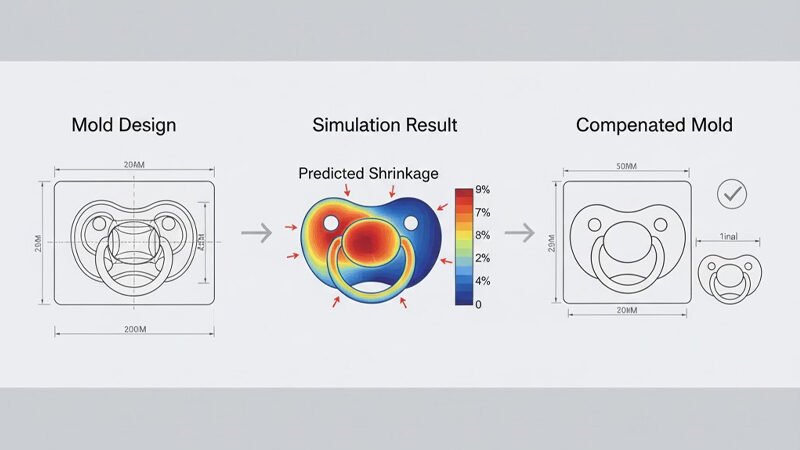
अपनी शुरुआती परियोजनाओं में, मैंने एलएसआर सिकुड़न को कम करके आंका था और छोटे आकार के पुर्जों के कारण मुझे साँचे को दोबारा बनाना पड़ा था। अब, मैं स्टील के आयामों को अंतिम रूप देने से पहले हमेशा वास्तविक प्रक्रिया डेटा के आधार पर सिकुड़न का मॉडल तैयार करता हूँ।
विशिष्ट एलएसआर संकोचन डेटा
| सामग्री का प्रकार | सिकुड़न दर | नोट्स |
|---|---|---|
| जनरल एलएसआर | 2.0–3.51टीपी3टी | इलाज के तापमान और दबाव पर निर्भर करता है |
| उच्च-परिशुद्धता एलएसआर | 1.5–2.01टीपी3टी | ऑप्टिकल या चिकित्सा उपयोग के लिए अनुकूलित |
मोल्डफ्लो या सिग्मासॉफ्ट जैसे पूर्वानुमान उपकरण प्रवाह और सिकुड़न व्यवहार का अनुकरण कर सकते हैं। सही क्योरिंग पैरामीटर डालने से पूर्वानुमान की सटीकता बेहतर होती है। बड़े पैमाने पर उत्पादन से पहले हमेशा परीक्षण शॉट्स के साथ सिमुलेशन की पुष्टि करें और वास्तविक सिकुड़न को मापें।
निष्कर्ष
सिलिकॉन मोल्ड डिज़ाइन में हर विवरण में सटीकता की आवश्यकता होती है। वेंटिंग, पार्टिंग लाइन, टॉलरेंस, रनर, डिमोल्डिंग और सिकुड़न में महारत हासिल करके, हम सुसंगत, दोष-मुक्त उत्पादन प्राप्त कर सकते हैं।
अपने सिलिकॉन मोल्ड डिजाइन को अनुकूलित करने के लिए तैयार हैं?
प्राप्त करने के लिए अपने उत्पाद की 3D फ़ाइलें और मुख्य आवश्यकताएं अपलोड करें कस्टम DFM चेकलिस्ट हमारी इंजीनियरिंग टीम से रुईयांग सिलिकॉन.