Design av silikonformer kan være vanskelig. Små designfeil kan føre til kostbare defekter og bortkastet tid.
Effektiv silikonformdesign avhenger av presis kontroll av lufting, skillelinjer, toleranser og krymping for å sikre produktkvalitet og produksjonsevne.
Hver avgjørelse i støpeformdesign påvirker hvordan sluttproduktet yter. Ved å forstå hver faktor tidlig i prosessen kan vi unngå vanlige produksjonsfeller og oppnå stabile støperesultater av høy kvalitet.
Strømning og ventilasjon?
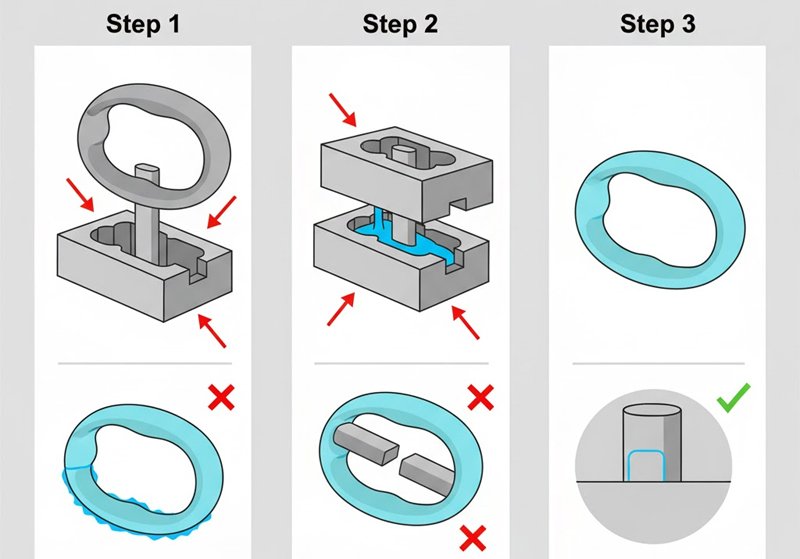
God ventilasjon forhindrer luftfeller og brennmerker. Dårlig ventilasjon forårsaker bobler, ufullstendige fyllinger eller overflatefeil.
Ventilasjon lar innestengt luft slippe ut under injeksjon. Balansert ventilasjon sikrer fullstendig fylling og en glatt produktoverflate.
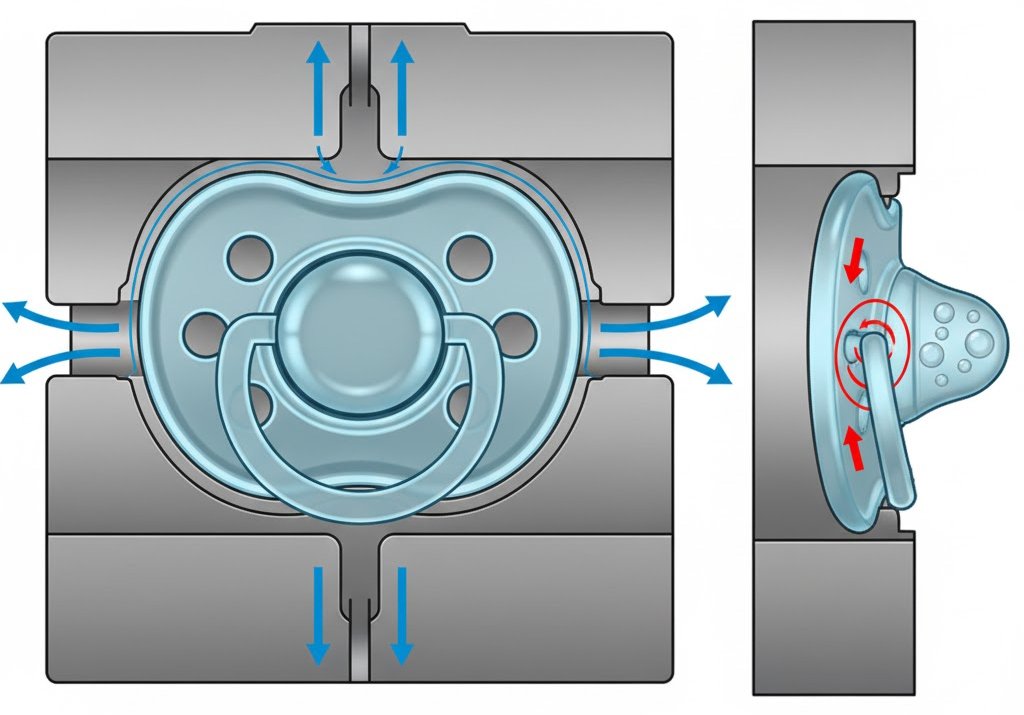
Luftfeller er en vanlig utfordring i silikonstøping fordi flytende silikongummi (LSR) har høy viskositet og har en tendens til å fange luft i trange områder. Da jeg jobbet med en smokkform i fjor, forårsaket feil ventilasjon flere avvisninger med bobler nær brystvorteområdet. Det lærte meg hvor viktig ventilasjonsdesign er.
Viktige retningslinjer for ventilasjonsdesign
| Parameter | Typisk verdi | Notater |
|---|---|---|
| Ventilasjonsdybde | 0,005–0,02 mm | For grunt fanger luft; for dypt forårsaker blitz |
| Ventilasjonsbredde | 3–6 mm | Nok for luftstrøm uten silikonlekkasje |
| Ventilasjonsplassering | Langt fra porten | Unngå tilbakeslag av silikon |
Ventiler bør plasseres ved det siste fyllepunktet og jevnt rundt hulrommet. I komplekse geometrier kan det være nødvendig med mikroventiler eller vakuumassistanse. Vakuumsystemer bidrar til å sikre boblefrie produkter for medisinske artikler og babypleieartikler, der klarhet og glatte overflater er avgjørende.
Skillelinjestrategi og flashkontroll?
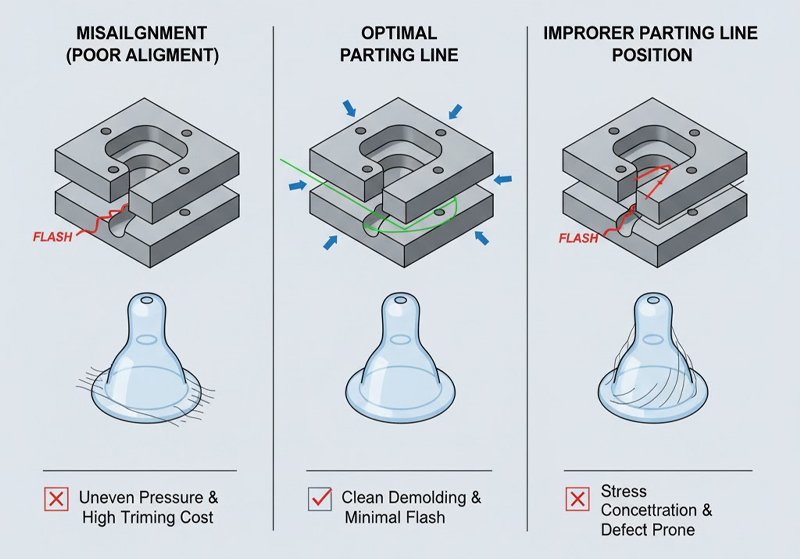
Flash-defekter indikerer ofte problemer med delelinjen. Dårlig plassering av linje øker beskjæringskostnadene og reduserer utbyttet.
En godt planlagt skillelinje minimerer flash og forbedrer produktets estetikk, samtidig som den sikrer at det er mulig å ta av støpeformen.
Jeg husker fortsatt et prosjekt der en flaskenippelform stadig produserte tynne avskjær langs tetningskanten. Etter å ha undersøkt verktøyet, innså jeg at delelinjen var plassert i en høytrykkssone. Å flytte den reduserte avskjæringen dramatisk.
Strategier for blitskontroll
- Plasser skillelinjen langs naturlige geometriske overganger. Unngå skarpe kanter som konsentrerer stress.
- Oppretthold nøyaktig justering. Feiljustering mellom formhalvdelene skaper ujevnt trykk, noe som fører til flash.
- Kontroller klemkraften. Utilstrekkelig trykk gjør at silikon kan sive gjennom skillelinjen.
- Poler og vedlikehold tetningsflater. Slitasje eller smussopphopning kan forårsake lekkasjer.
Vanlige årsaker til vanskelig kontrollert blits
| Rotårsak | Typiske symptomer | Anbefalt løsning |
|---|---|---|
| Dårlig formjustering | Asymmetrisk blits | Slip og juster formhalvdelene på nytt |
| For stor ventilasjonsdybde | Langt, tynt blits | Reduser ventilasjonsdybden til 0,005 mm |
| Feil plassering av delelinjen | Blits rundt visuelle områder | Flytt linjen eller endre designet |
Kontroll av trykkfall er både et design- og vedlikeholdsproblem. Rutinemessig inspeksjon av tetningsflater bidrar til å opprettholde kvaliteten gjennom formens levetid.
Overstøptoleranser og posisjonering?
Presis justering er viktig ved overstøping. Feiljustering kan føre til ujevn binding eller funksjonsfeil.
Overstøptoleransekontroll sikrer at det sekundære silikonlaget binder seg ordentlig til basiskomponenten.
Når vi designer håndtak til tåteflasker, bruker vi ofte totrinnsstøping – først det stive innlegget, deretter silikonformen. Hvis innlegget forskyver seg bare litt, blir det myke laget ujevnt eller løsner lett.
Kritiske faktorer i overstøpningsdesign
| Parameter | Målområde | Påvirkning |
|---|---|---|
| Sett inn posisjoneringsnøyaktighet | ±0,02 mm | Feiljustering forårsaker ujevn binding |
| Overstøpningstykkelse | ≥1,0 mm | Sikrer jevn flyt og binding |
| Overflateruhet på grensesnittet | Ra 0,4–0,8 | Forbedrer vedheft |
Designere bør inkludere mekaniske låser eller underskjæringer der det er mulig for å forbedre bindingen. Unngå luftfeller ved grensesnittet ved å legge til ventilasjon nær bindingssonen. For silikon av optisk kvalitet eller babyprodukter, sørg for at overflatene er fri for forurensninger som kan hemme herding.
Valg av kaldkanal vs. varmkanal (LSR)?
Løpekonstruksjon påvirker kostnader, avfall og temperaturstabilitet. Valg av riktig system påvirker effektiviteten.
Kalde løpere reduserer avfall og opprettholder materialstabilitet, mens varme løpere er bedre for høyvolum, jevn produksjon.
Under et prosjekt for en skjeform til babyer, sammenlignet jeg begge systemene. Den kalde kanalrennen reduserte svinn, men økte syklustiden litt. Den varme kanalrennen ga raskere sykluser, men krevde strengere temperaturkontroll.
Sammenligningstabell
| Trekk | Kaldløper | Varm løper |
|---|---|---|
| Materialavfall | Minimal | Noen |
| Koste | Lavere startkostnad | Høyere verktøykostnader |
| Temperaturkontroll | Enklere | Kritisk |
| Syklustid | Lengre | Kortere |
| Best for | Små eller mellomstore løp | Høyvolumsproduksjon |
Vanlige spørsmål: Anbefales kaldløper for produksjon i små serier?
Ja. For småskala- eller prototypeprosjekter er kalde løpere mer kostnadseffektive. De forenkler vedlikehold og reduserer materialsvinn, noe som er ideelt når man tester endringer i produktdesign.
Avformingsmekanismer og overflateteksturer?
Avforming definerer produktets ferdighet og syklustid. Dårlig design ved avforming fører til rift eller deformasjon.
Riktig avforming og valg av overflatetekstur sikrer jevn frigjøring og opprettholder produktkvaliteten.
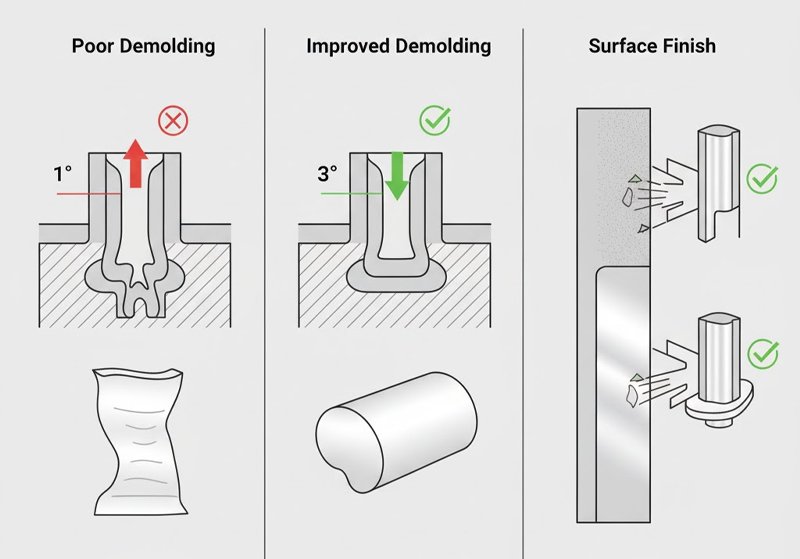
Silikon har en tendens til å feste seg på grunn av elastisiteten sin. I ett prosjekt slet vi med at deler revnet under utkasting. Å justere utkastvinkelen fra 1° til 3° og polere kjerneoverflaten løste problemet.
Tips for bedre avforming
- Øk utkastvinklene til 2–5° for dype hulrom.
- Bruk matt eller fin EDM-tekstur for jevn utgivelse.
- Påfør luftutstøtings- eller mekaniske strippersystemer for å hjelpe til med avforming av komplekse former.
- Unngå underskjæringer med mindre det er nødvendig; bruk sammenleggbare kjerner om nødvendig.
Overflatefinish påvirker ikke bare utseendet, men også frigjøringsegenskapene. For baby- eller medisinske gjenstander brukes ofte speilpolering for å redusere partikkelopphopning og sikre hygiene.
Krympingsrate og deformasjonsprediksjon?
Krymping er uunngåelig i silikonstøping. Å ignorere det forårsaker dimensjonsavvik og monteringsproblemer.
Å forutsi krymping og kompensere i formdesignfasen sikrer nøyaktighet av delene og stabil ytelse.
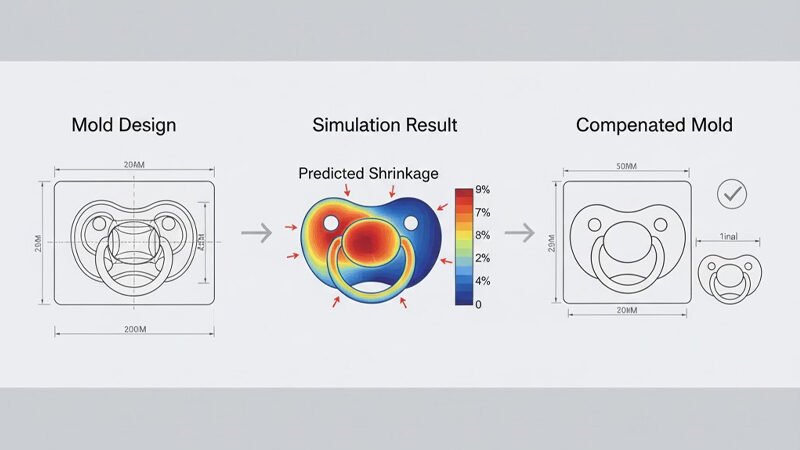
I mine tidlige prosjekter undervurderte jeg svinn i LSR og måtte lage en ny form på grunn av for små deler. Nå modellerer jeg alltid svinn basert på reelle prosessdata før jeg endelig fastsetter ståldimensjonene.
Typiske LSR-krympingsdata
| Materialtype | Krympingsrate | Notater |
|---|---|---|
| Generell LSR | 2,0–3,5% | Avhenger av herdetemperatur og -trykk |
| Høypresisjons LSR | 1,5–2,0% | Optimalisert for optisk eller medisinsk bruk |
Prediktive verktøy som Moldflow eller SIGMASOFT kan simulere flyt og krymping. Inntasting av riktige herdeparametere forbedrer prediksjonsnøyaktigheten. Valider alltid simuleringen med testbilder og mål faktisk krymping før masseproduksjon.
Konklusjon
Silikonformdesign krever presisjon i hver minste detalj. Ved å mestre lufting, skillelinjer, toleranser, løpere, avforming og krymping, kan vi oppnå jevn og feilfri produksjon.
Klar til å optimalisere silikonformdesignet ditt?
Last opp produktets 3D-filer og viktige krav for å motta en tilpasset DFM-sjekkliste fra vårt ingeniørteam på RuiYang silikon.