Ο σχεδιασμός καλουπιών σιλικόνης μπορεί να είναι περίπλοκος. Μικρά ελαττώματα στο σχεδιασμό μπορούν να οδηγήσουν σε δαπανηρά ελαττώματα και σπατάλη χρόνου.
Ο αποτελεσματικός σχεδιασμός καλουπιού σιλικόνης εξαρτάται από τον ακριβή έλεγχο του εξαερισμού, των γραμμών διαχωρισμού, των ανοχών και της συρρίκνωσης για να διασφαλιστεί η ποιότητα και η κατασκευασιμότητα του προϊόντος.
Κάθε απόφαση στο σχεδιασμό καλουπιών επηρεάζει την απόδοση του τελικού προϊόντος. Κατανοώντας κάθε παράγοντα νωρίς στη διαδικασία, μπορούμε να αποφύγουμε συνήθεις παγίδες παραγωγής και να επιτύχουμε σταθερά, υψηλής ποιότητας αποτελέσματα χύτευσης.
Ροή και εξαερισμός;
Ο καλός εξαερισμός αποτρέπει τις παγίδες αέρα και τα σημάδια καψίματος. Ο κακός εξαερισμός προκαλεί φυσαλίδες, ατελή γεμίσματα ή επιφανειακά ελαττώματα.
Ο εξαερισμός επιτρέπει την διαφυγή του παγιδευμένου αέρα κατά την έγχυση. Ο ισορροπημένος εξαερισμός εξασφαλίζει πλήρη πλήρωση και λεία επιφάνεια του προϊόντος.
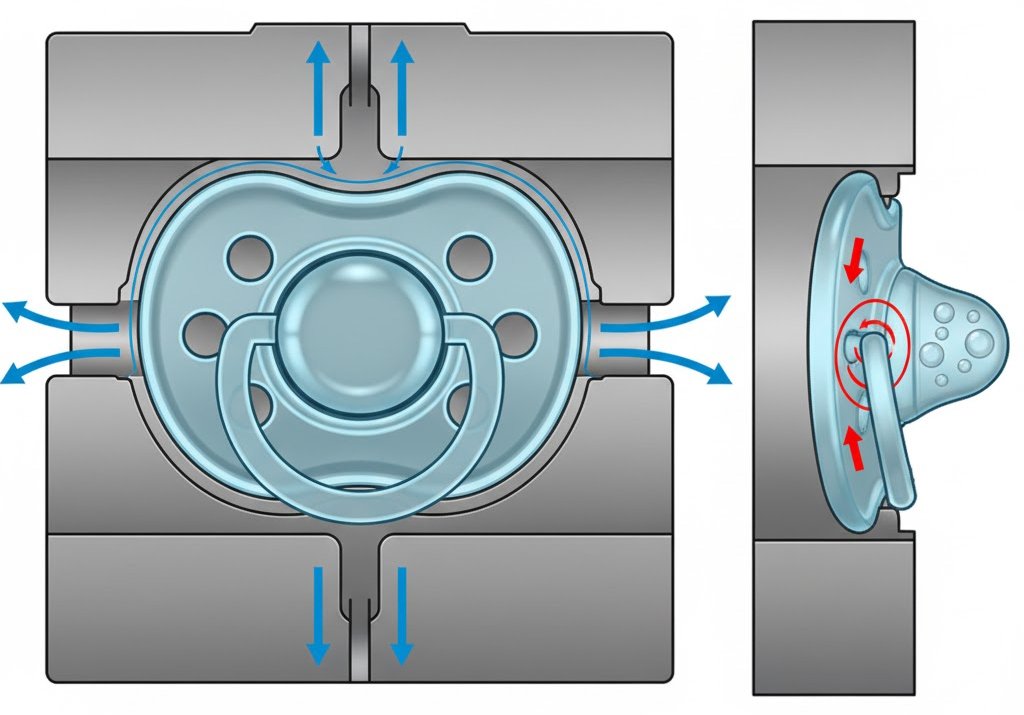
Οι αεροπαγίδες αποτελούν μια συνηθισμένη πρόκληση στη χύτευση σιλικόνης, επειδή το υγρό καουτσούκ σιλικόνης (LSR) έχει υψηλό ιξώδες και τείνει να παγιδεύει αέρα σε στενά σημεία. Όταν δούλευα σε ένα καλούπι πιπίλας πέρυσι, ο ακατάλληλος εξαερισμός προκάλεσε αρκετές απορρίψεις με φυσαλίδες κοντά στην περιοχή της θηλής. Αυτό με δίδαξε πόσο σημαντικός είναι ο σχεδιασμός του εξαερισμού.
Βασικές οδηγίες σχεδιασμού εξαερισμού
| Παράμετρος | Τυπική τιμή | Σημειώσεις |
|---|---|---|
| Βάθος εξαερισμού | 0,005–0,02 mm | Πολύ ρηχό παγιδεύει αέρα· πολύ βαθύ προκαλεί λάμψεις |
| Πλάτος εξαερισμού | 3–6 χιλιοστά | Αρκετά για ροή αέρα χωρίς διαρροή σιλικόνης |
| Θέση εξαερισμού | Μακριά από την πύλη | Αποφύγετε την αντίστροφη ροή σιλικόνης |
Οι αεραγωγοί θα πρέπει να τοποθετούνται στο τελευταίο σημείο πλήρωσης και ομοιόμορφα γύρω από την κοιλότητα. Σε πολύπλοκες γεωμετρίες, ενδέχεται να χρειαστούν μικρο-αεραγωγοί ή υποβοήθηση κενού. Τα συστήματα κενού βοηθούν στην εξασφάλιση προϊόντων χωρίς φυσαλίδες για ιατρικά είδη και είδη βρεφικής φροντίδας, όπου η διαύγεια και οι λείες επιφάνειες είναι απαραίτητες.
Στρατηγική διαχωριστικής γραμμής και έλεγχος φλας;
Τα ελαττώματα του φλας συχνά υποδεικνύουν προβλήματα με το νήμα διαχωρισμού. Η κακή τοποθέτηση του νήματος αυξάνει το κόστος κλαδέματος και μειώνει την απόδοση.
Μια καλά σχεδιασμένη γραμμή διαχωρισμού ελαχιστοποιεί τις λάμψεις και βελτιώνει την αισθητική του προϊόντος, διασφαλίζοντας παράλληλα τη δυνατότητα αφαίρεσης του καλουπιού.
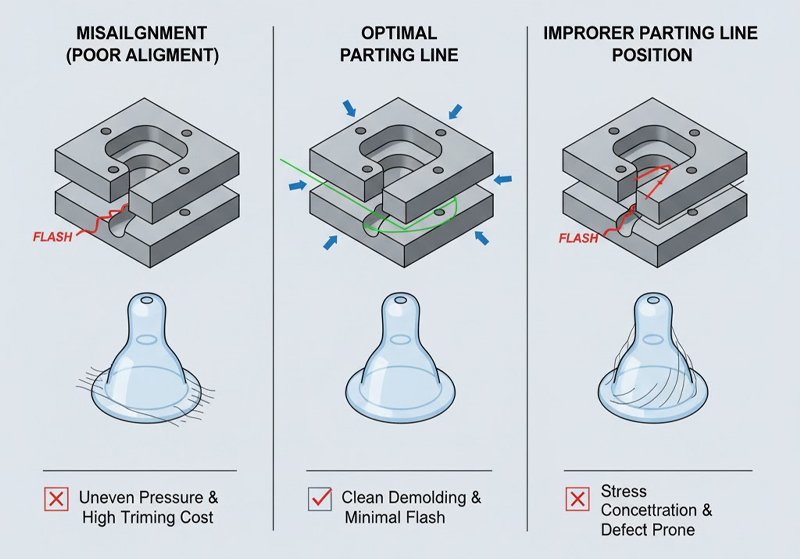
Θυμάμαι ακόμα ένα έργο όπου ένα καλούπι θηλής μπουκαλιού παρήγαγε συνεχώς λεπτή λάμψη κατά μήκος της άκρης στεγανοποίησης. Αφού εξέτασα το εργαλείο, συνειδητοποίησα ότι η γραμμή διαχωρισμού ήταν τοποθετημένη σε ζώνη υψηλής πίεσης. Η μετακίνησή της μείωσε δραματικά τη λάμψη.
Στρατηγικές για τον έλεγχο του φλας
- Τοποθετήστε τη γραμμή διαχωρισμού κατά μήκος των φυσικών γεωμετρικών μεταβάσεων. Αποφύγετε τις αιχμηρές άκρες που συγκεντρώνουν την πίεση.
- Διατηρήστε ακριβή ευθυγράμμιση. Η κακή ευθυγράμμιση μεταξύ των μισών του καλουπιού δημιουργεί ανομοιόμορφη πίεση, οδηγώντας σε φλας.
- Ελέγξτε τη δύναμη σύσφιξης. Η ανεπαρκής πίεση επιτρέπει στη σιλικόνη να διαπεράσει τη γραμμή διαχωρισμού.
- Γυαλίστε και συντηρήστε τις επιφάνειες στεγανοποίησης. Η φθορά ή η συσσώρευση βρωμιάς μπορεί να προκαλέσει διαρροές.
Συνήθεις βασικές αιτίες του δύσκολου ελέγχου φλας
| Βασική Αιτία | Τυπικά συμπτώματα | Προτεινόμενη Λύση |
|---|---|---|
| Κακή ευθυγράμμιση μούχλας | Ασύμμετρο φλας | Ξαναλέστε και ευθυγραμμίστε τα μισά του καλουπιού |
| Υπερβολικό βάθος εξαερισμού | Μακρύ, λεπτό φλας | Μειώστε το βάθος του αεραγωγού στα 0,005 mm |
| Ακατάλληλη θέση διαχωριστικής γραμμής | Φλας γύρω από οπτικές περιοχές | Επανατοποθέτηση γραμμής ή τροποποίηση σχεδίου |
Ο έλεγχος των φλας είναι ζήτημα σχεδιασμού και συντήρησης. Η τακτική επιθεώρηση των επιφανειών στεγανοποίησης βοηθά στη διατήρηση της ποιότητας καθ' όλη τη διάρκεια ζωής του καλουπιού.
Ανοχές και τοποθέτηση υπερμόρφωσης;
Η ακριβής ευθυγράμμιση είναι απαραίτητη στην επικαλυπτική διαμόρφωση. Η κακή ευθυγράμμιση μπορεί να οδηγήσει σε ανομοιόμορφη συγκόλληση ή λειτουργική αστοχία.
Ο έλεγχος ανοχής υπερμόρφωσης διασφαλίζει ότι το δευτερεύον στρώμα σιλικόνης προσκολλάται σωστά στο βασικό στοιχείο.
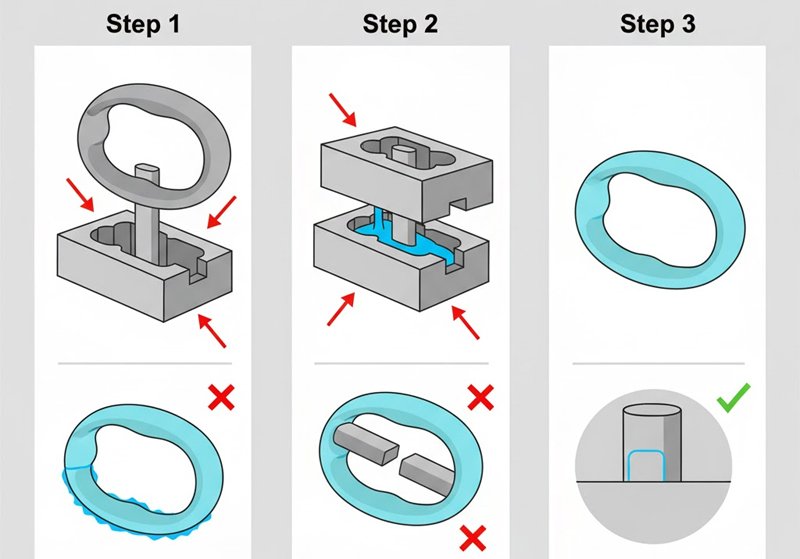
Όταν σχεδιάζουμε λαβές για μπιμπερό, συχνά ασχολούμαστε με χύτευση σε δύο στάδια — πρώτα το άκαμπτο ένθετο και στη συνέχεια το καλούπι σιλικόνης. Εάν το ένθετο μετακινηθεί έστω και ελαφρώς, το μαλακό στρώμα γίνεται ανομοιόμορφο ή ξεφλουδίζει εύκολα.
Κρίσιμοι παράγοντες στο σχεδιασμό υπερμόρφωσης
| Παράμετρος | Εύρος Στόχου | Σύγκρουση |
|---|---|---|
| Ακρίβεια τοποθέτησης ενθέτων | ±0,02 χιλ. | Η κακή ευθυγράμμιση προκαλεί ανομοιόμορφη συγκόλληση |
| Πάχος επικάλυψης | ≥1,0 mm | Εξασφαλίζει ομοιόμορφη ροή και συγκόλληση |
| Τραχύτητα επιφάνειας διεπαφής | Ra 0,4–0,8 | Βελτιώνει την πρόσφυση |
Οι σχεδιαστές θα πρέπει να περιλαμβάνουν μηχανικές ασφάλειες ή υποκοπές όπου είναι δυνατόν για τη βελτίωση της συγκόλλησης. Αποφύγετε τις παγίδες αέρα στη διεπαφή προσθέτοντας αερισμό κοντά στη ζώνη συγκόλλησης. Για οπτικά σιλικονούχα ή βρεφικά προϊόντα, βεβαιωθείτε ότι οι επιφάνειες είναι απαλλαγμένες από ρύπους που μπορεί να εμποδίσουν τη σκλήρυνση.
Επιλογή Cold Runner vs. Hot Runner (LSR);
Ο σχεδιασμός του δρομέα επηρεάζει το κόστος, τα απόβλητα και τη σταθερότητα της θερμοκρασίας. Η επιλογή του σωστού συστήματος επηρεάζει την απόδοση.
Οι ψυχροί αγωγοί μειώνουν τα απόβλητα και διατηρούν τη σταθερότητα του υλικού, ενώ οι θερμοί αγωγοί είναι καλύτεροι για παραγωγή μεγάλου όγκου και με σταθερή απόδοση.
Κατά τη διάρκεια ενός έργου για ένα καλούπι για κουτάλια μωρού, συνέκρινα και τα δύο συστήματα. Ο κρύος αγωγός μείωσε τα απόβλητα αλλά αύξησε ελαφρώς τον χρόνο κύκλου. Ο ζεστός αγωγός έδινε ταχύτερους κύκλους αλλά απαιτούσε αυστηρότερο έλεγχο θερμοκρασίας.
Πίνακας σύγκρισης
| χαρακτηριστικό | Κρύος Δρομέας | Καυτός δρομέας |
|---|---|---|
| Υλικά απόβλητα | Ελάχιστος | Μερικοί |
| Κόστος | Χαμηλότερο αρχικό κόστος | Υψηλότερο κόστος εργαλείων |
| Έλεγχος θερμοκρασίας | Ευκολότερο | Κρίσιμος |
| Χρόνος κύκλου | Μακρύτερα | Κοντύτερος |
| Καλύτερο για | Μικρές ή μεσαίες διαδρομές | Παραγωγή μεγάλου όγκου |
Συχνές ερωτήσεις: Συνιστάται το Cold Runner για παραγωγή μικρών παρτίδων;
Ναι. Για έργα μικρών παρτίδων ή πρωτοτύπων, οι ψυχροί δρομείς είναι πιο οικονομικοί. Απλοποιούν τη συντήρηση και μειώνουν τη σπατάλη υλικών, κάτι που είναι ιδανικό κατά τη δοκιμή αλλαγών στο σχεδιασμό προϊόντων.
Μηχανισμοί αποσυναρμολόγησης και υφές επιφάνειας;
Η αποσυναρμολόγηση καθορίζει το φινίρισμα του προϊόντος και τον χρόνο κύκλου. Ο κακός σχεδιασμός της αποσυναρμολόγησης οδηγεί σε σχίσιμο ή παραμόρφωση.
Η σωστή αφαίρεση του καλουπιού και η επιλογή υφής επιφάνειας διασφαλίζουν την ομαλή απελευθέρωση και διατηρούν την ποιότητα του προϊόντος.
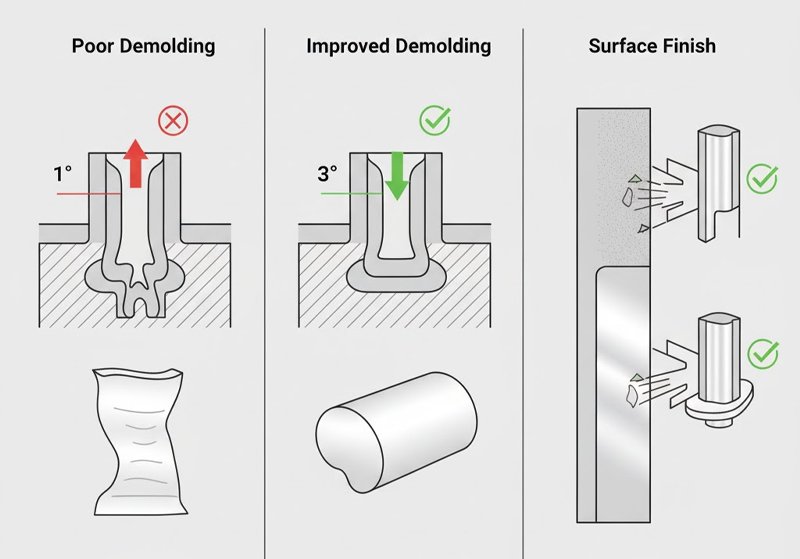
Η σιλικόνη έχει την τάση να κολλάει λόγω της ελαστικότητάς της. Σε ένα έργο, αντιμετωπίσαμε προβλήματα με σκισίματα εξαρτημάτων κατά την εξαγωγή. Η ρύθμιση της γωνίας βύθισης από 1° σε 3° και το γυάλισμα της επιφάνειας του πυρήνα έλυσαν το πρόβλημα.
Συμβουλές για καλύτερο ξεκαλούπωμα
- Αυξήστε τις γωνίες βύθισης έως 2–5° για βαθιές κοιλότητες.
- Χρησιμοποιήστε ματ ή λεπτή υφή EDM για συνεπή απελευθέρωση.
- Εφαρμόστε συστήματα εξαγωγής αέρα ή μηχανικά συστήματα απογύμνωσης για να βοηθήσει στην αποκαλούπωση σύνθετων σχημάτων.
- Αποφύγετε τις υποκοπές εκτός εάν είναι απαραίτητο· χρησιμοποιήστε πτυσσόμενους πυρήνες εάν απαιτείται.
Το φινίρισμα της επιφάνειας επηρεάζει όχι μόνο την εμφάνιση αλλά και τη συμπεριφορά απελευθέρωσης. Για βρεφικά ή ιατρικά είδη, η στίλβωση με καθρέφτη χρησιμοποιείται συχνά για τη μείωση της συσσώρευσης σωματιδίων και τη διασφάλιση της υγιεινής.
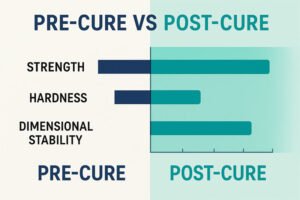
Ρυθμός συρρίκνωσης και πρόβλεψη παραμόρφωσης;
Η συρρίκνωση είναι αναπόφευκτη στη χύτευση σιλικόνης. Η αγνόησή της προκαλεί διαστατικές αποκλίσεις και προβλήματα συναρμολόγησης.
Η πρόβλεψη της συρρίκνωσης και η αντιστάθμιση στη φάση σχεδιασμού του καλουπιού διασφαλίζει την ακρίβεια του εξαρτήματος και τη σταθερή απόδοση.
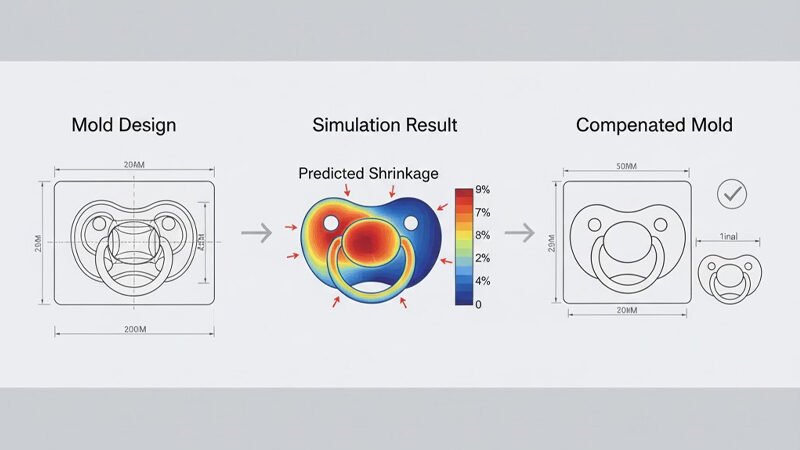
Στα πρώτα μου έργα, υποεκτίμησα τη συρρίκνωση LSR και έπρεπε να ξαναφτιάξω ένα καλούπι λόγω των μικρότερων διαστάσεων των εξαρτημάτων. Τώρα, πάντα μοντελοποιώ τη συρρίκνωση με βάση πραγματικά δεδομένα διεργασίας πριν οριστικοποιήσω τις διαστάσεις του χάλυβα.
Τυπικά δεδομένα συρρίκνωσης LSR
| Τύπος υλικού | Ρυθμός συρρίκνωσης | Σημειώσεις |
|---|---|---|
| Γενική LSR | 2,0–3,5% | Εξαρτάται από τη θερμοκρασία και την πίεση σκλήρυνσης |
| Υψηλής ακρίβειας LSR | 1,5–2,0% | Βελτιστοποιημένο για οπτική ή ιατρική χρήση |
Εργαλεία πρόβλεψης όπως το Moldflow ή το SIGMASOFT μπορούν να προσομοιώσουν τη συμπεριφορά ροής και συρρίκνωσης. Η εισαγωγή των σωστών παραμέτρων σκλήρυνσης βελτιώνει την ακρίβεια της πρόβλεψης. Να επικυρώνετε πάντα την προσομοίωση με δοκιμαστικές λήψεις και να μετράτε την πραγματική συρρίκνωση πριν από τη μαζική παραγωγή.
συμπέρασμα
Ο σχεδιασμός καλουπιών σιλικόνης απαιτεί ακρίβεια σε κάθε λεπτομέρεια. Κατακτώντας τον έλεγχο του εξαερισμού, των γραμμών διαχωρισμού, των ανοχών, των αγωγών, του ξεκαλουπώματος και της συρρίκνωσης, μπορούμε να επιτύχουμε συνεπή παραγωγή χωρίς ελαττώματα.
Είστε έτοιμοι να βελτιστοποιήσετε το σχεδιασμό του καλουπιού σιλικόνης σας;
Ανεβάστε τα αρχεία 3D του προϊόντος σας και τις βασικές απαιτήσεις για να λάβετε ένα προσαρμοσμένη λίστα ελέγχου DFM DFM από την ομάδα μηχανικών μας στο Σιλικόνη RuiYang.