
Проектирование силиконовых форм может быть непростой задачей. Небольшие недостатки конструкции могут привести к дорогостоящим дефектам и потере времени.
Эффективность конструкции силиконовой формы зависит от точного контроля вентиляции, линий разъема, допусков и усадки для обеспечения качества продукции и технологичности производства.
Каждое решение при проектировании пресс-формы влияет на характеристики конечного продукта. Понимая каждый фактор на ранних этапах процесса, мы можем избежать распространённых производственных ошибок и добиться стабильных и высококачественных результатов литья.
Поток и вентиляция?
Хорошая вентиляция предотвращает образование воздушных пробок и пригорание. Плохая вентиляция приводит к образованию пузырьков, неполному заполнению или дефектам поверхности.
Вентиляция позволяет выходить скопившемуся во время инжекции воздуху. Сбалансированная вентиляция обеспечивает полное заполнение и гладкую поверхность продукта.
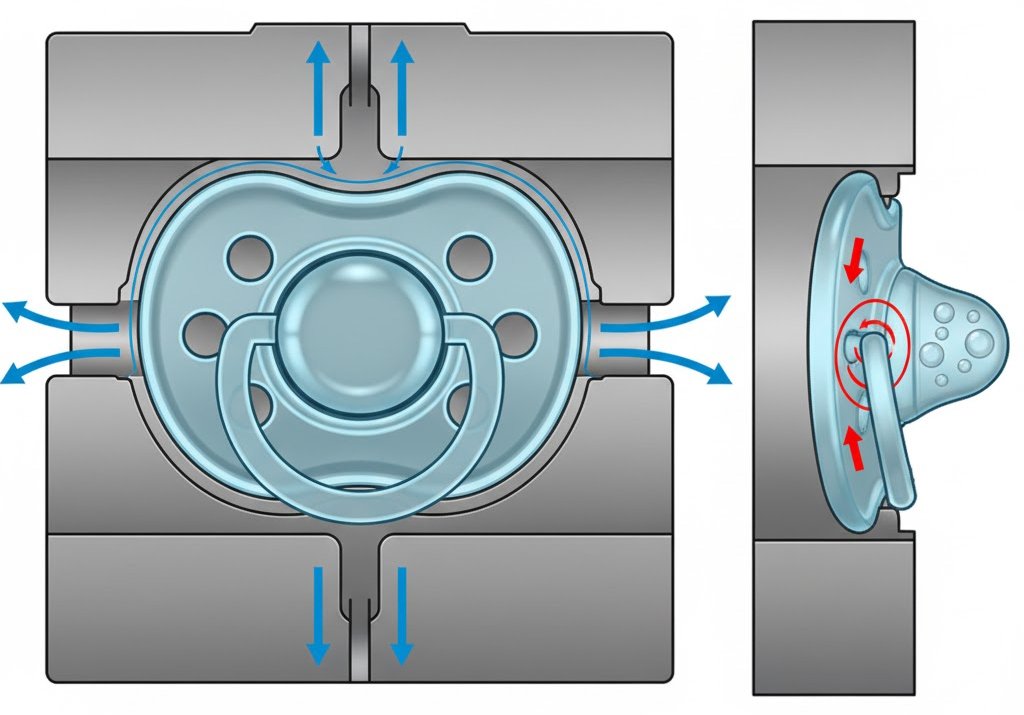
Воздушные ловушки — распространённая проблема при литье силикона, поскольку жидкий силиконовый каучук (LSR) обладает высокой вязкостью и склонен задерживать воздух в узких местах. В прошлом году, когда я работал над формой для соски, из-за неправильной вентиляции несколько изделий были отбракованы из-за пузырьков воздуха в области соска. Это показало мне, насколько важна конструкция вентиляции.
Основные рекомендации по проектированию вентиляции
| Параметр | Типичное значение | Примечания |
|---|---|---|
| Глубина вентиляционного отверстия | 0,005–0,02 мм | Слишком мелкое отверстие задерживает воздух; слишком глубокое отверстие вызывает вспышку |
| Ширина вентиляционного отверстия | 3–6 мм | Достаточно для циркуляции воздуха без утечки силикона |
| Расположение вентиляционного отверстия | Далеко от ворот | Избегайте обратного потока силикона |
Вентиляционные отверстия должны быть расположены в последней точке заполнения и равномерно по всему периметру полости. В изделиях со сложной геометрией могут потребоваться микроотверстия или вакуумная интубация. Вакуумные системы помогают обеспечить отсутствие пузырьков в изделиях медицинского назначения и для ухода за детьми, где важны прозрачность и гладкость поверхностей.
Стратегия линии разъединения и управление вспышкой?
Дефекты заусенцев часто указывают на проблемы с линией разделения. Неправильное расположение линии увеличивает затраты на обрезку и снижает выход продукции.
Правильно спланированная линия разъема сводит к минимуму облой и улучшает эстетический вид изделия, обеспечивая при этом возможность его извлечения из формы.
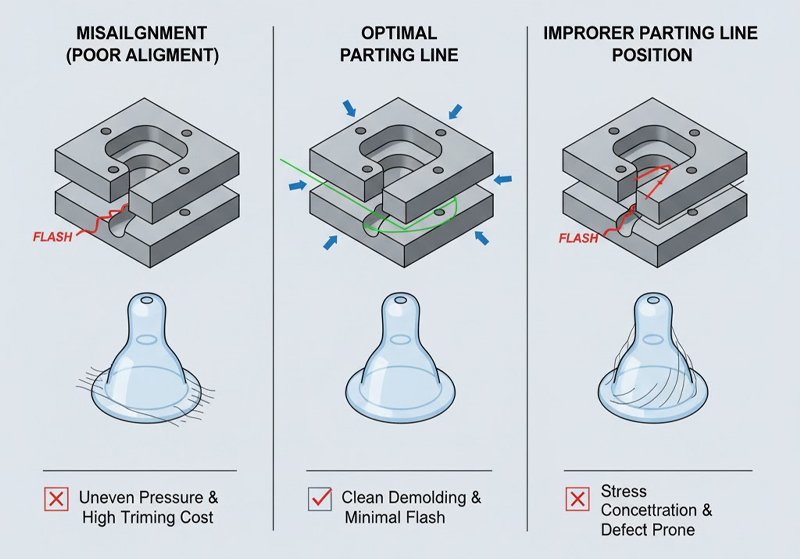
Я до сих пор помню проект, где на пресс-форме для бутылочных сосок постоянно появлялся тонкий заусенец вдоль кромки уплотнения. Осмотрев инструмент, я понял, что линия разъема находилась в зоне высокого давления. Перемещение её положения значительно уменьшило заусенец.
Стратегии управления вспышкой
- Расположите линию разъема вдоль естественных геометрических переходов. Избегайте острых углов, концентрирующих напряжение.
- Поддерживайте точное выравнивание. Несоосность половин формы создает неравномерное давление, что приводит к образованию заусенцев.
- Контролируйте силу зажима. Недостаточное давление приводит к просачиванию силикона через линию разъема.
- Полировка и уход за уплотнительными поверхностями. Износ или скопление грязи могут привести к протечкам.
Распространенные причины трудноуправляемой вспышки
| Первопричина | Типичные симптомы | Рекомендуемое решение |
|---|---|---|
| Плохое выравнивание формы | Асимметричная вспышка | Повторная шлифовка и выравнивание половин формы |
| Чрезмерная глубина вентиляционного отверстия | Длинная, тонкая вспышка | Уменьшить глубину вентиляционного отверстия до 0,005 мм |
| Неправильное положение линии разъема | Вспышка вокруг визуальных зон | Изменить положение линии или изменить дизайн |
Контроль заусенцев — это вопрос как проектирования, так и обслуживания. Регулярный осмотр уплотнительных поверхностей помогает поддерживать качество на протяжении всего срока службы пресс-формы.
Допуски и позиционирование литья?
Точное совмещение крайне важно при многослойном формовании. Несоосность может привести к неравномерному склеиванию или функциональному отказу.
Контроль допусков при формовании обеспечивает надежное сцепление вторичного силиконового слоя с базовым компонентом.
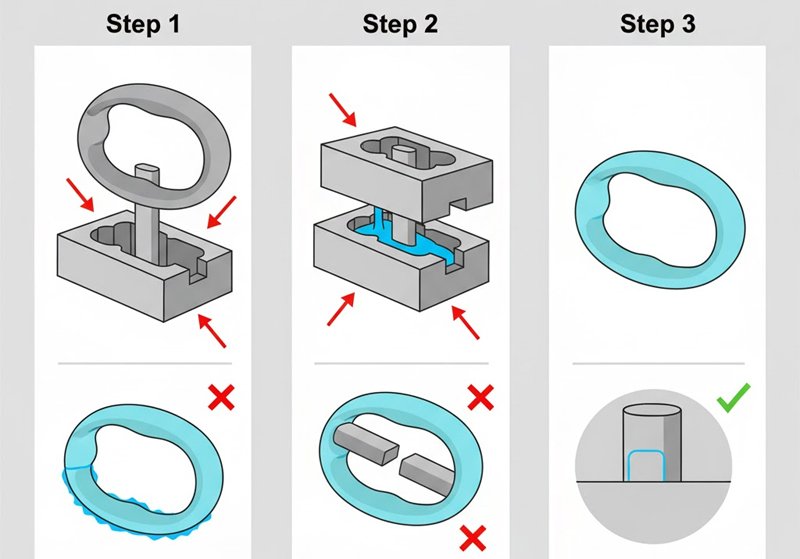
При проектировании ручек для детских бутылочек мы часто сталкиваемся с двухэтапным формованием: сначала жёсткая вставка, затем силиконовый слой. Даже небольшое смещение вставки приводит к неровностям мягкого слоя или его легкому отслоению.
Критические факторы при проектировании многослойного формования
| Параметр | Целевой диапазон | Влияние |
|---|---|---|
| Точность позиционирования вставки | ±0,02 мм | Несоосность приводит к неравномерному склеиванию |
| Толщина наплавленного слоя | ≥1,0 мм | Обеспечивает равномерный поток и сцепление |
| Шероховатость поверхности интерфейса | Ра 0,4–0,8 | Улучшает адгезию |
По возможности проектировщикам следует предусмотреть механические замки или поднутрения для улучшения склеивания. Избегайте образования воздушных пробок на стыке, обеспечивая вентиляцию вблизи зоны склеивания. При использовании оптического силикона или детских товаров убедитесь, что на поверхностях нет загрязнений, которые могут препятствовать отверждению.
Выбор между холодными и горячими литниками (LSR)?
Конструкция литника влияет на стоимость, количество отходов и температурную стабильность. Выбор правильной системы влияет на эффективность.
Холодноканальные системы сокращают отходы и поддерживают стабильность материала, в то время как горячеканальные системы лучше подходят для крупносерийного и стабильного производства.
Работая над проектом пресс-формы для детских ложек, я сравнил обе системы. Холодноканальная система снижала количество отходов, но немного увеличивала время цикла. Горячеканальная система обеспечивала более быстрые циклы, но требовала более строгого контроля температуры.
Сравнительная таблица
| Особенность | Холодный бегун | Горячий канал |
|---|---|---|
| Материальные отходы | Минимальный | Некоторый |
| Расходы | Более низкая первоначальная стоимость | Более высокая стоимость инструмента |
| Контроль температуры | Полегче | Критический |
| Время цикла | дольше | короче |
| Лучше всего подходит для | Малые или средние тиражи | Крупносерийное производство |
Часто задаваемые вопросы: рекомендуется ли использовать холодноканальные системы для мелкосерийного производства?
Да. Для мелкосерийного производства или проектов по созданию прототипов охлаждаемые литники более экономичны. Они упрощают обслуживание и сокращают отходы материала, что идеально подходит для тестирования изменений в конструкции изделия.
Механизмы извлечения из формы и текстуры поверхности?
Извлечение из формы определяет качество изделия и продолжительность цикла. Неправильная конструкция извлечения из формы приводит к разрывам или деформации.
Правильный выбор извлечения из формы и текстуры поверхности обеспечивает плавное извлечение и сохранение качества продукции.
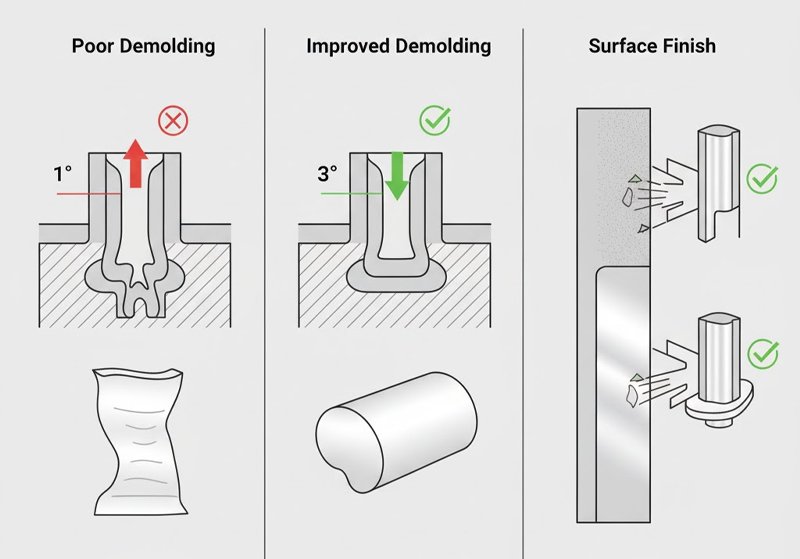
Силикон имеет тенденцию к прилипанию из-за своей эластичности. В одном из проектов мы столкнулись с проблемой разрыва деталей при выталкивании. Регулировка угла наклона с 1° до 3° и полировка поверхности сердечника решили проблему.
Советы по лучшей распалубке
- Увеличить углы тяги до 2–5° для глубоких полостей.
- Используйте матовую или тонкую текстуру EDM для последовательного выпуска.
- Применять системы воздушного или механического отсоса для облегчения распалубки сложных форм.
- Избегайте подрезов если нет необходимости, при необходимости используйте разборные сердечники.
Отделка поверхности влияет не только на внешний вид, но и на характеристики высвобождения. Для детских и медицинских изделий часто используется зеркальная полировка, чтобы уменьшить накопление частиц и обеспечить гигиеничность.
Прогнозирование скорости усадки и деформации?
Усадка неизбежна при литье силикона. Игнорирование её приводит к отклонениям размеров и проблемам при сборке.
Прогнозирование усадки и ее компенсация на этапе проектирования пресс-формы обеспечивают точность деталей и стабильную работу.
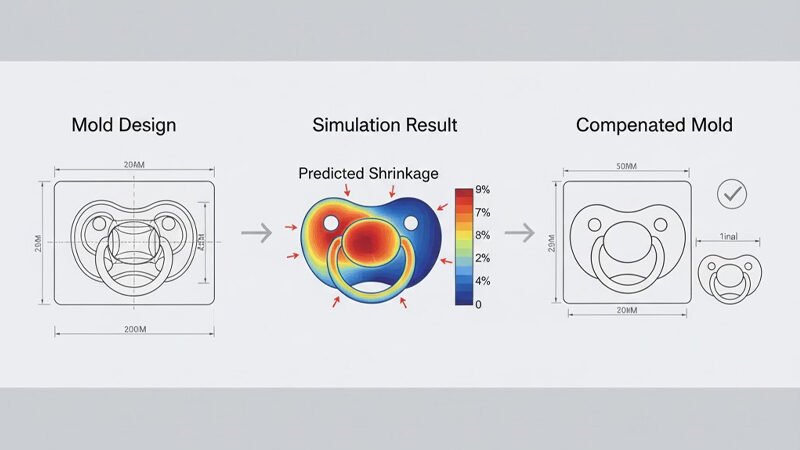
В своих ранних проектах я недооценивал усадку LSR и из-за деталей меньшего размера приходилось переделывать форму. Теперь я всегда моделирую усадку на основе реальных данных процесса, прежде чем определить окончательные размеры стали.
Типичные данные по усадке LSR
| Тип материала | Скорость усадки | Примечания |
|---|---|---|
| Генерал ЛСР | 2.0–3.5% | Зависит от температуры и давления отверждения |
| Высокоточный LSR | 1,5–2,01ТП3Т | Оптимизировано для оптического или медицинского использования |
Инструменты прогнозирования, такие как Moldflow или SIGMASOFT, позволяют моделировать текучесть и усадку. Ввод правильных параметров отверждения повышает точность прогнозирования. Всегда проверяйте моделирование с помощью тестовых образцов и измеряйте фактическую усадку перед массовым производством.
Заключение
Проектирование силиконовых форм требует точности в каждой детали. Благодаря тщательному контролю вентиляции, линий разъема, допусков, литников, процесса извлечения из формы и усадки мы можем добиться стабильного производства без дефектов.
Готовы ли вы оптимизировать конструкцию своей силиконовой формы?
Загрузите 3D-файлы вашего продукта и основные требования, чтобы получить пользовательский контрольный список DFM от нашей инженерной команды Руйян Силикон.








