Seré directo: la mayoría de los fallos en el sobremoldeo de silicona no se deben a una “mala adhesión”.”
Provienen de equipos que asumen que la silicona se comporta como un plástico procesable por fusión una vez que está en el molde.
No es así. Y la diferencia se nota tarde, generalmente después de que ya se ha gastado el dinero en herramientas.
Lo que sigue no es un catálogo de opciones. Se trata de cómo se comportan realmente estos bonos en el mercado, a lo largo del tiempo y bajo condiciones de repetición.
La unión de silicona no es un problema
Cuando la gente dice “la silicona no se pega” Están comprimiendo tres mecanismos diferentes en una sola queja:
- Compatibilidad química
- Energía superficial y limpieza
- Restricción mecánica durante el curado
Omite cualquiera de estos y el vínculo puede verse bien el primer día, y desprenderse el día treinta.
Es por eso que los primeros prototipos a menudo pasan las pruebas de tracción manual y luego fallan en el campo.
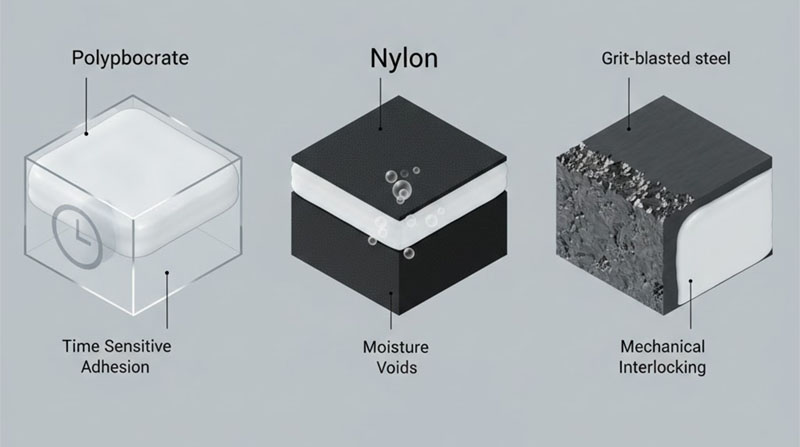
Silicona + PC (Policarbonato)
Qué funciona y por qué es frágil
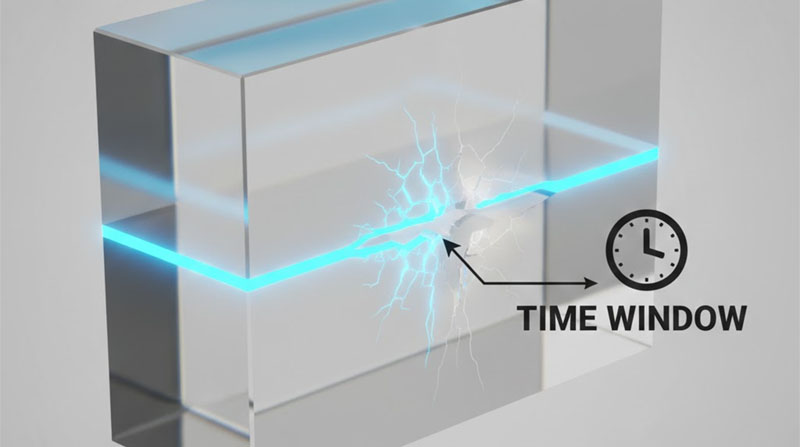
La silicona puede unirse al PC, pero solo dentro de una ventana de procesamiento estrecha.
- La PC tiene energía superficial moderada
- Tolera activación de plasma o corona
- Cierto siliconas de curado por adición Se anclará químicamente si la superficie se activa correctamente.
En producción, este enlace es sensible al proceso, no sensible al material.
¿Qué causa realmente la deriva?
- La temperatura del molde aumenta gradualmente
- Envejecimiento por activación (las piezas de la PC permanecen demasiado tiempo después del plasma)
- Vapor del agente desmoldante que migra desde herramientas cercanas
Una vez que la superficie se vuelve a oxidar, la adhesión cae rápidamente y no de manera lineal.
Por qué los equipos subestiman esto:
El PC es "fácil" en términos de plástico, por lo que los ingenieros esperan un comportamiento estable. El silicona contradice esa suposición.
Silicona + PA (nailon)
Fuerte en el papel, inestable en la realidad
PA parece prometedor porque:
- Mayor polaridad que la PC
- Mejor humectación inicial
- A menudo, los resultados de las pruebas de laboratorio son más fuertes
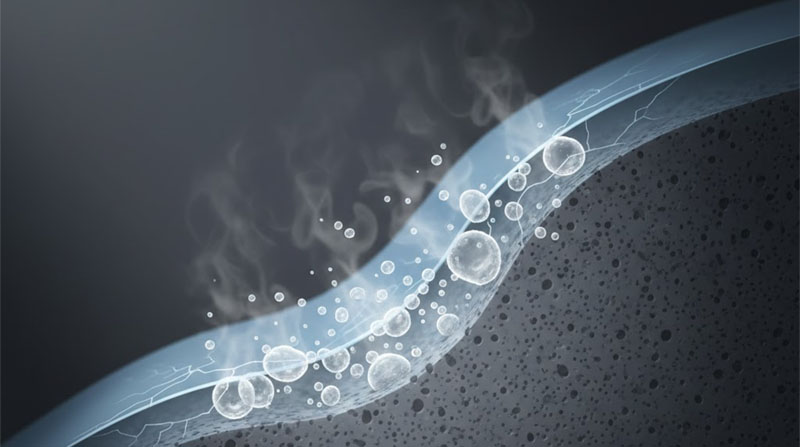
Pero PA introduce una variable que la silicona odia: humedad.
Incluso el nailon seco reabsorbe el agua del aire ambiente. Esa humedad:
- Interfiere con la unión interfacial
- Provoca microvaciado durante el curado.
- Cambia la resistencia de la unión de un lote a otro.
El PA relleno de vidrio lo empeora. Obtienes:
- Exposición superficial inconsistente
- Impresión a través de la fibra
- Elevadores de tensión locales en la línea de unión
La trampa:
Las primeras muestras moldeadas justo después del secado tienen un buen rendimiento. Las piezas de producción que esperan entre 24 y 72 horas no.
Silicona + Metal (Acero / Aluminio / Inoxidable)
El más confiable: si respetas la preparación
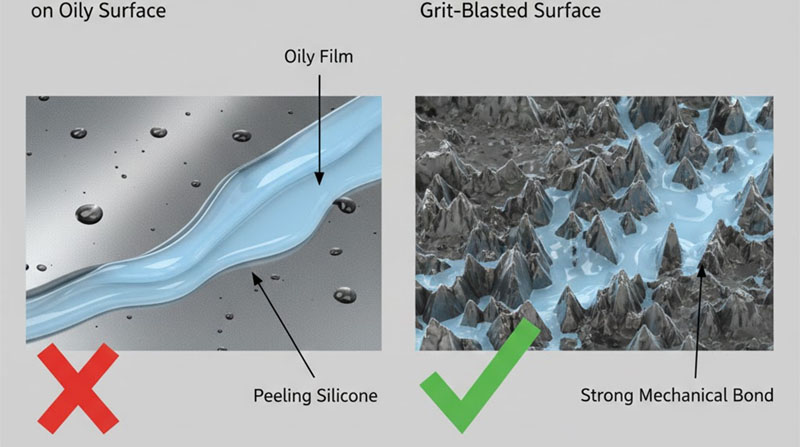
El metal es donde la unión de silicona es más predecible, si la preparación de la superficie se trata como un proceso, no como un paso.
Los enlaces estables generalmente requieren:
- Granallado o grabado químico
- Capa de óxido controlada
- Imprimación adaptada a la química de la silicona
Una vez bloqueados, estos vínculos sobreviven:
- Ciclo térmico
- Compresión a largo plazo
- Carga mecánica repetida
Pero los atajos fallan silenciosamente.
Problemas comunes que observamos:
- “Explosión ”ligera” para ahorrar tiempo
- Aceites para los dedos después de la limpieza
- Variación del espesor del cebador entre cavidades
A diferencia del PC o el PA, el metal no perdona la inconsistencia, pero tampoco se desvía con el tiempo si se controla.
El bloqueo mecánico no es un plan B
Los equipos de diseño suelen decir:
“Si la adhesión falla, la geometría la mantendrá”.”
Eso es optimista.
Obras de retención mecánica con enlace químico, no en lugar de él.
Sin adherencia:
- La silicona fluye en frío bajo compresión.
- Los bordes se levantan primero
- El micromovimiento crece con cada ciclo
Durante meses, no semanas.
Los buenos diseños de sobremoldeo asumen ambos:
- Enlace químico para sellado
- Características mecánicas para compartir carga
Los malos suponen que la geometría por sí sola resuelve la química.
La realidad de las herramientas: dónde fallan los enlaces
Desde una perspectiva de fabricación, los problemas de unión suelen surgir en:
- Variación de cavidad a cavidad
- Cambios de segundo turno
- Manipulación de insertos fuera del molde
No durante la aprobación del primer artículo.
El curado con silicona oculta los problemas.
No se observa delaminación hasta que:
- Envejecimiento ambiental
- Estrés de montaje
- Compresión repetida
Para entonces, el argumento ya está sucediendo.
La viabilidad es una cuestión de control, no una cuestión material
¿Se puede sobremoldear silicona sobre PC, PA o metal?
Sí. Los tres.
Pero la viabilidad depende de si el programa puede control:
- Estado de la superficie
- Tiempo entre la preparación y el moldeado
- Consistencia del perfil de curación
- Disciplina de manejo de insertos
La mayoría de los estudios de viabilidad ignoran estos porque no están en el modelo CAD.
Ahí es donde empieza el error de juicio.
Dónde los equipos suelen tomar decisiones demasiado tarde
El mayor error no es elegir el método de unión equivocado.
Es una herramienta de bloqueo antes Validando la unión bajo tiempos similares a los de producción.
Si la unión sólo funciona cuando:
- Los insertos se moldean inmediatamente.
- Los operadores son cuidadosos
- Las condiciones son “ideales”
Entonces no funciona.
La silicona no falla estrepitosamente.
Esta esperando.
Y cuando se va, se pela, lenta, silenciosa y costosamente.