رک و راست میگویم: بیشتر خرابیهای قالبگیری سیلیکونی به دلیل “چسبندگی بد” نیست.”
آنها از تیمهایی میآیند که فرض میکنند سیلیکون پس از قرار گرفتن در قالب، مانند یک پلاستیک قابل ذوب شدن رفتار میکند.
اینطور نیست. و این شکاف دیر ظاهر میشود - معمولاً پس از اینکه پول ابزارآلات خرج شده است.
آنچه در ادامه میآید فهرستی از گزینهها نیست. بلکه نحوهی رفتار واقعی این پیوندها روی زمین، در طول زمان و تحت تکرار است.
پیوند سیلیکونی یک مشکل نیست
وقتی مردم میگویند “سیلیکون نمیچسبد” آنها سه مکانیسم مختلف را در یک شکایت خلاصه میکنند:
- سازگاری شیمیایی
- انرژی سطحی و پاکیزگی
- محدودیت مکانیکی در طول عمل آوری
اگر هر یک از این موارد را رعایت نکنید، ممکن است پیوند در روز اول خوب به نظر برسد و در روز سیام کنده شود.
به همین دلیل است که نمونههای اولیه اغلب از آزمایشهای کشش دستی سربلند بیرون میآیند و سپس در میدان عمل شکست میخورند.
سیلیکون + PC (پلی کربنات)
چه چیزی مؤثر است - و چرا شکننده است
سیلیکون میتواند به کامپیوتر متصل شود، اما فقط در یک بازه زمانی محدود.
- کامپیوتر شخصی دارد انرژی سطحی متوسط
- تحمل میکند. فعالسازی پلاسما یا کرونا
- قطعی سیلیکونهای پخت افزایشی اگر سطح به درستی فعال شود، به صورت شیمیایی لنگر خواهد انداخت
در تولید، این پیوند ... حساس به فرآیند, ، حساس به مواد نیست.
چه چیزی واقعاً باعث رانش میشود:
- دمای قالب به تدریج رو به افزایش است
- پیری فعالسازی (قطعات کامپیوتر پس از پلاسما خیلی طولانی میمانند)
- بخار عامل رهاسازی که از ابزارهای مجاور به بیرون منتقل میشود
به محض اینکه سطح دوباره اکسید شود، چسبندگی به سرعت و نه به صورت خطی کاهش مییابد.
چرا تیمها این را دست کم میگیرند:
از نظر پلاستیکی، PC “آسان” است، بنابراین مهندسان انتظار رفتار پایدار دارند. سیلیکون این فرض را رد میکند.
سیلیکون + PA (نایلون)
روی کاغذ قوی، در واقعیت ناپایدار
PA امیدوارکننده به نظر میرسد زیرا:
- قطبیت بالاتر از کامپیوتر
- خیس شدن اولیه بهتر
- اغلب نتایج آزمایشگاهی قویتری
اما PA یک سیلیکون متغیر را معرفی میکند که از آن متنفر است: رطوبت.
حتی نایلون “خشک” هم آب را از هوای محیط جذب میکند. آن رطوبت:
- در پیوند بین سطحی اختلال ایجاد میکند
- باعث ایجاد ریزخلط در طول درمان میشود
- استحکام پیوند را دسته به دسته تغییر میدهد
پر کردن معده با شیشه اوضاع را بدتر میکند. شما دچار موارد زیر میشوید:
- قرار گرفتن در معرض سطح ناهموار
- چاپ روی فیبر
- افزایش دهندههای تنش موضعی در خط پیوند
تله:
نمونههای اولیه که بلافاصله پس از خشک شدن قالبگیری میشوند، عملکرد خوبی دارند. قطعات تولیدی که ۲۴ تا ۷۲ ساعت منتظر میمانند، اینطور نیستند.
سیلیکون + فلز (فولاد / آلومینیوم / ضد زنگ)
قابل اعتمادترین - اگر به آمادگی احترام بگذارید
اگر آمادهسازی سطح به عنوان یک فرآیند، نه یک مرحله، در نظر گرفته شود، فلز جایی است که اتصال سیلیکونی در آن بیشترین قابلیت پیشبینی را دارد.
اوراق قرضه پایدار معمولاً نیاز دارند:
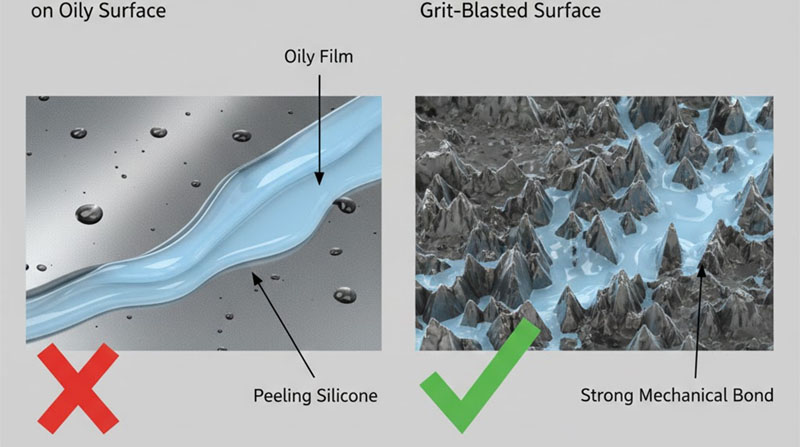
- سندبلاست یا اچینگ شیمیایی
- لایه اکسید کنترلشده
- پرایمر با شیمی سیلیکون مطابقت دارد
پس از قفل شدن، این پیوندها باقی میمانند:
- دوچرخهسواری حرارتی
- فشردهسازی طولانیمدت
- بار مکانیکی مکرر
اما میانبرها بیسروصدا شکست میخورند.
مشکلات رایجی که میبینیم:
- “انفجار "سبک" برای صرفه جویی در زمان
- روغنهای انگشت بعد از تمیز کردن
- تغییر ضخامت پرایمر در حفرهها
برخلاف PC یا PA، فلز ناهماهنگی را نمیبخشد - اما اگر کنترل شود، به مرور زمان هم تغییر شکل نمیدهد.
قفل مکانیکی یک طرح پشتیبان نیست
تیمهای طراحی اغلب میگویند:
“اگر چسبندگی از بین برود، هندسه آن را نگه میدارد.”
این خوشبینانه است.
عملیات نگهداری مکانیکی با پیوند شیمیایی، نه به جای آن.
بدون چسبندگی:
- سیلیکون تحت فشار به صورت سرد جریان مییابد
- لبهها اول بلند میشوند
- ریزجنبش با هر چرخه رشد میکند
در طول ماهها، نه هفتهها.
طرحهای خوب قالبگیری فرض میکنند هر دو:
- پیوند شیمیایی برای آب بندی
- ویژگیهای مکانیکی برای تقسیم بار
افراد بد فرض میکنند که هندسه به تنهایی شیمی را حل میکند.
واقعیت ابزارسازی: جایی که اوراق قرضه واقعاً شکست میخورند
از دیدگاه تولید، مشکلات اتصال معمولاً در موارد زیر بروز میکنند:
- تغییرات حفره به حفره
- تعویض شیفت دوم
- قرار دادن دستگیره در خارج از قالب
نه در طول تأیید مقاله اول.
درمان سیلیکونی مشکلات را پنهان میکند.
شما تا زمانی که موارد زیر را مشاهده نکنید، لایه لایه شدن را مشاهده نمیکنید:
- پیری محیطی
- استرس مونتاژ
- فشردهسازی مکرر
تا آن زمان، بحث و جدل از قبل شروع شده است.
امکانسنجی یک مسئلهی کنترلی است، نه یک مسئلهی اساسی
آیا میتوان سیلیکون را روی PC، PA یا فلز قالبگیری کرد؟
بله. هر سه.
اما امکانسنجی به این بستگی دارد که آیا برنامه میتواند کنترل:
- حالت سطحی
- زمان بین آمادهسازی و قالبگیری
- قوام پروفیل پخت
- انضباط رسیدگی را وارد کنید
بیشتر مطالعات امکانسنجی این موارد را نادیده میگیرند زیرا در مدل CAD نیستند.
قضاوت اشتباه از همین جا شروع میشه.
جایی که تیمها معمولاً خیلی دیر تصمیم میگیرند
بزرگترین اشتباه، انتخاب روش اتصال اشتباه نیست.
این ابزار قفل کننده است قبل از اعتبارسنجی پیوند تحت زمانبندی مشابه تولید.
اگر پیوند فقط زمانی مؤثر است که:
- درج ها بلافاصله قالب گیری می شوند
- اپراتورها مراقب باشند
- شرایط “ایدهآل” است”
بعدش کار نمیکنه.
سیلیکون با صدای بلند خراب نمیشود.
منتظر میماند.
و وقتی از بین میرود، پوست میاندازد - آهسته، بیصدا و پرهزینه.