Lo stampaggio a iniezione di silicone è un metodo di produzione del silicone ampiamente utilizzato, soprattutto in settori quali i dispositivi medici, l'automotive, l'elettronica di consumo e l'aerospaziale.
Questo articolo fornisce una panoramica completa dello stampaggio a iniezione di silicone, esaminandone definizione, processo, vantaggi, svantaggi, applicazioni e considerazioni tecniche chiave che influenzano la qualità del prodotto e l'efficienza produttiva.

Cos'è lo stampaggio a iniezione di silicone?
Lo stampaggio a iniezione di silicone è un processo di produzione del silicone che inietta gomma siliconica liquida in uno stampo riscaldato ad alta pressione. Il silicone polimerizza quindi all'interno dello stampo, formando componenti flessibili e durevoli con geometrie complesse e tolleranze ristrette.
Questo processo è particolarmente adatto per applicazioni che richiedono elevata precisione, qualità costante e prestazioni affidabili. Di conseguenza, lo stampaggio a iniezione di silicone è ampiamente utilizzato nei dispositivi medici, nei sistemi automobilistici, nell'elettronica di consumo e nei componenti aerospaziali.
Processo di stampaggio a iniezione di silicone
Lo stampaggio a iniezione di silicone è un processo di produzione altamente controllato, progettato per produrre componenti in silicone ad alte prestazioni con eccellenti livelli di uniformità e ripetibilità. Grazie alla gestione precisa di ogni fase, i produttori possono ottenere proprietà del materiale stabili e una qualità dei componenti affidabile.
Preparazione del materiale
Nello stampaggio a iniezione della gomma siliconica liquida, la preparazione del materiale è una fase critica.
Il componente A e il componente B vengono conservati separatamente per evitare una polimerizzazione prematura prima della miscelazione.
Il componente A è costituito principalmente da polimero siliconico, che conferisce elasticità e flessibilità. Il componente B contiene in genere un catalizzatore a base di platino che avvia la reticolazione durante la polimerizzazione.
Questi due componenti vengono dosati con precisione, solitamente in un rapporto 1:1, utilizzando apparecchiature di dosaggio automatizzate.
I materiali misurati vengono quindi miscelati accuratamente in un miscelatore statico. Durante questa fase, il controllo della temperatura è essenziale per prevenire una vulcanizzazione prematura e mantenere stabile la viscosità del materiale.
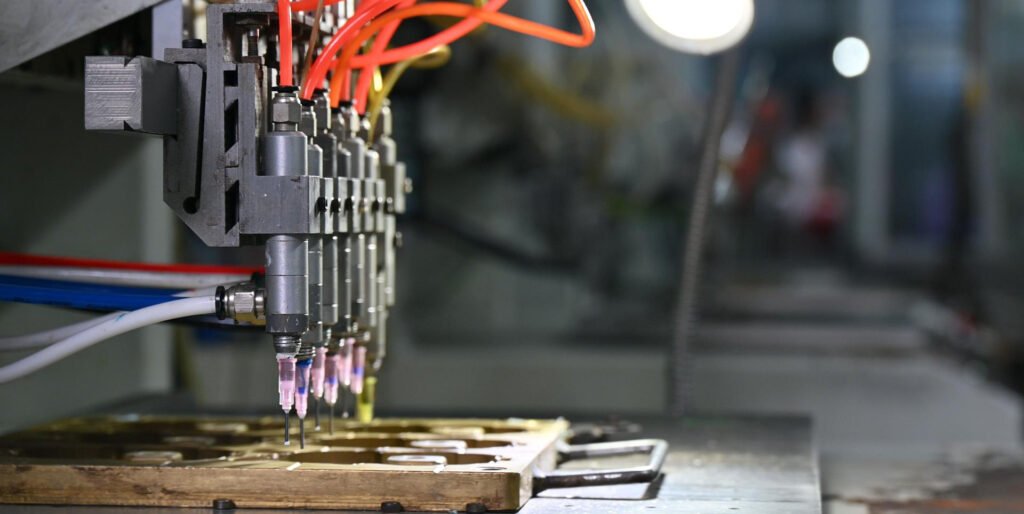
Iniezione
Una volta che il LSR Una volta miscelato correttamente, il materiale viene immesso nella macchina per stampaggio a iniezione. La macchina comprende un cilindro, un sistema a vite o a stantuffo, un miscelatore e un ugello. La miscela di silicone viene riscaldata a una temperatura controllata, in genere compresa tra 121 °C e 149 °C, consentendole di scorrere senza intoppi.
Il silicone riscaldato viene iniettato ad alta pressione in una cavità dello stampo riscaldata. Il design dello stampo definisce la geometria del pezzo finale e consente la produzione di caratteristiche complesse e dettagli raffinati.
I parametri di lavorazione chiave influiscono in modo significativo sulla qualità del prodotto. Questi parametri devono essere ottimizzati in base alla progettazione del componente e alla capacità delle attrezzature:
- Temperatura dello stampo: Solitamente tra 150°C e 200°C, influenzando la velocità di polimerizzazione e le proprietà finali del materiale.
- Pressione di iniezione: Solitamente varia da 50 a 150 MPa, influenzando il riempimento dello stampo e la densità del pezzo.
- Velocità di iniezione: Solitamente tra 10 e 50 mm/s, con impatto sull'intrappolamento dell'aria e sull'efficienza produttiva.

vulcanizzazione
Dopo l'iniezione, lo stampo rimane a temperatura controllata per avviare la vulcanizzazione. Durante la polimerizzazione, le catene polimeriche siliconiche si reticolano formando una struttura solida ed elastica.
La temperatura e il tempo di polimerizzazione sono attentamente controllati per garantire una vulcanizzazione completa. Le temperature di polimerizzazione tipiche variano da 121 °C a 149 °C (da 250 °F a 300 °F), mentre il tempo di polimerizzazione varia da diversi minuti a oltre 30 minuti a seconda dello spessore e della complessità del pezzo.
Post produzione
Una volta completata la polimerizzazione, lo stampo viene raffreddato e il pezzo finito viene espulso. La post-lavorazione può includere:
- Rifilatura e sbavatura per rimuovere il materiale in eccesso
- Post-polimerizzazione a temperature elevate per migliorare le proprietà meccaniche
- Trattamenti superficiali come trattamento al plasma, rivestimento o incollaggio
- Controllo di qualità per verificare le dimensioni, le prestazioni meccaniche e l'aspetto visivo
Questi passaggi garantiscono che il prodotto finale soddisfi tutti i requisiti di progettazione e prestazioni.
Considerazioni sulla progettazione per lo stampaggio a iniezione di silicone
Sebbene lo stampaggio a iniezione di silicone consenta geometrie complesse, una corretta progettazione del componente è essenziale per una produzione stabile, precisione dimensionale e prestazioni a lungo termine. A differenza dei materiali termoplastici, il silicone si comporta come un materiale altamente elastico durante la polimerizzazione, il che rende ancora più importante la cura dei dettagli progettuali.
Lo spessore delle pareti deve essere il più uniforme possibile per garantire un flusso costante e una polimerizzazione uniforme. Variazioni improvvise di spessore possono causare una vulcanizzazione irregolare, tensioni interne o difetti superficiali. Quando la variazione di spessore è inevitabile, si raccomandano transizioni graduali per mantenere la stabilità del materiale.
Anche gli angoli di sformo sono importanti, nonostante i componenti in silicone siano flessibili. Un angolo di sformo adeguato riduce la resistenza alla sformatura, minimizza i danni superficiali e prolunga la durata dello stampo. Il posizionamento delle linee di separazione deve essere attentamente pianificato per evitare giunzioni visibili su superfici funzionali o estetiche.
La posizione del punto di iniezione influisce direttamente sul flusso del materiale, sull'equilibrio della pressione e sull'evacuazione dell'aria. Una progettazione inadeguata del punto di iniezione può portare a un riempimento incompleto o alla formazione di aria intrappolata. Lo sfiato è quindi fondamentale, soprattutto per componenti con pareti sottili o complesse. La flessibilità del silicone consente la formazione di sottosquadri, ma è necessario valutarli in base alla geometria del componente e al metodo di sformatura per evitare strappi o deformazioni.
Progettazione di utensili e stampi
La progettazione degli stampi è uno dei fattori più critici nello stampaggio a iniezione di silicone e contribuisce in modo significativo al costo iniziale del progetto. Gli stampi in silicone sono generalmente realizzati in acciaio temprato per resistere ad alte temperature, pressioni e cicli di produzione ripetuti.
I sistemi a canale caldo sono ampiamente utilizzati nello stampaggio a iniezione di silicone per eliminare i canali freddi e ridurre gli sprechi di materiale. Questi sistemi migliorano anche la coerenza del processo e riducono i tempi di ciclo. Per la produzione ad alto volume, gli stampi multi-cavità aumentano significativamente la produttività mantenendo la ripetibilità dimensionale tra le cavità.
Gli stampi con tecnologia vacuum assisted vengono spesso impiegati per rimuovere l'aria intrappolata prima dell'iniezione. Questo è particolarmente importante per componenti medicali e di precisione, dove bolle d'aria o vuoti sono inaccettabili. Inoltre, un controllo termico accurato lungo tutto lo stampo garantisce una polimerizzazione uniforme, riduce le variazioni del ciclo e prolunga la durata dello stampo.

Controllo qualità e test
Il controllo di qualità svolge un ruolo fondamentale nello stampaggio a iniezione di silicone, in particolare per uso medico, commestibile, e applicazioni industriali in cui sicurezza e affidabilità sono fondamentali. I produttori in genere implementano controlli di qualità durante l'intero processo produttivo, anziché affidarsi esclusivamente all'ispezione finale.
L'ispezione dimensionale verifica che i pezzi soddisfino le specifiche di disegno e i requisiti di tolleranza. La prova di durezza Shore conferma la consistenza del materiale e la qualità della polimerizzazione. Le prove meccaniche, come la resistenza alla trazione, l'allungamento e la resistenza allo strappo, garantiscono che i pezzi soddisfino i requisiti di prestazione funzionale.
Anche l'ispezione visiva è essenziale, poiché difetti superficiali, contaminazione o sbavature possono influire sulle prestazioni o sull'aspetto della tenuta. Per i settori regolamentati, la tracciabilità dei lotti, la certificazione dei materiali e la documentazione di processo garantiscono ulteriormente qualità e conformità costanti.
Tolleranze e precisione delle parti
Lo stampaggio a iniezione di silicone è noto per l'eccellente stabilità dimensionale, se opportunamente controllato. Tuttavia, le tolleranze ottenibili dipendono dalla geometria del pezzo, dallo spessore delle pareti, dalla formulazione del materiale e dalla precisione dello stampo.
Le sezioni a parete sottile e le geometrie complesse richiedono un controllo più rigoroso della pressione di iniezione, della temperatura e del tempo di polimerizzazione. Le variazioni di questi parametri possono causare deviazioni dimensionali o deformazioni. Anche la precisione della progettazione dello stampo e l'uniformità della temperatura hanno un impatto diretto sulle dimensioni finali del pezzo.
Rispetto ai materiali termoplastici, l'elasticità del silicone consente una sformatura più semplice senza danneggiare i pezzi. Allo stesso tempo, questa elasticità comporta che i pezzi possano deformarsi temporaneamente dopo l'espulsione. Una progettazione e una post-polimerizzazione adeguate contribuiscono a garantire che i pezzi tornino alle dimensioni desiderate e mantengano la precisione dimensionale a lungo termine.
Vantaggi dello stampaggio a iniezione di silicone
Lo stampaggio a iniezione di silicone offre diversi vantaggi importanti che lo rendono adatto ad applicazioni impegnative:
- Precisione E ripetibilità: Il processo consente la produzione di parti complesse con tolleranze ristrette e qualità costante anche in grandi serie di produzione.
- Minimo spreco di materiale: I sistemi di dosaggio automatizzati e a canale chiuso riducono gli scarti e i ritagli, migliorando l'efficienza dei materiali.
- Tempi di ciclo brevi: Il controllo preciso della temperatura e della pressione consente una rapida polimerizzazione e un'elevata efficienza produttiva.
Questi vantaggi rendono lo stampaggio a iniezione di silicone una soluzione affidabile e conveniente per la produzione di grandi volumi di componenti di precisione in silicone.

Svantaggi dello stampaggio a iniezione di silicone
Nonostante i suoi vantaggi, lo stampaggio a iniezione di silicone presenta anche dei limiti che è opportuno considerare durante la pianificazione del progetto.
I costi iniziali di attrezzaggio sono relativamente elevati a causa delle complesse strutture degli stampi, dei sistemi a canale caldo e delle strette tolleranze di lavorazione. Ciò rende il processo meno economico per la produzione di piccoli volumi o di prototipi.
Lo stampaggio a iniezione di silicone utilizza principalmente gomma siliconica liquida. Sebbene la LSR offra prestazioni eccellenti, potrebbe non soddisfare i requisiti meccanici o chimici specifici di ogni applicazione. Un'attenta selezione del materiale è quindi essenziale.
Confronto con altri metodi di stampaggio in silicone
Rispetto allo stampaggio a compressione in silicone, lo stampaggio a iniezione offre una maggiore automazione, una migliore ripetibilità e un migliore controllo dimensionale. Lo stampaggio a compressione è più adatto per geometrie semplici e budget di attrezzaggio più contenuti.
Lo stampaggio a trasferimento migliora il controllo del flusso del materiale rispetto allo stampaggio a compressione, ma non offre la velocità e l'efficienza dello stampaggio a iniezione per la produzione di grandi volumi. Estrusione E calendario sono più adatti per profili continui o fogli piani, mentre lo stampaggio a iniezione eccelle nella produzione di parti tridimensionali complesse con tolleranze ristrette.
Difetti comuni e come evitarli
I difetti più comuni nello stampaggio a iniezione di silicone includono bolle d'aria, sbavature, riempimento incompleto e polimerizzazione non uniforme. Questi difetti sono spesso correlati a problemi di ventilazione dello stampo, parametri di iniezione non corretti o controllo insufficiente della temperatura.
L'ottimizzazione della progettazione di ingressi e sfiati, l'utilizzo di stampi con vuoto assistito e la regolazione precisa della pressione di iniezione e delle condizioni di polimerizzazione possono ridurre significativamente il tasso di difettosità. Anche la regolare manutenzione degli stampi svolge un ruolo importante nel mantenimento di una qualità di produzione stabile.

Applicazioni dello stampaggio a iniezione di silicone
Lo stampaggio a iniezione di silicone è ampiamente utilizzato in settori come i dispositivi medici, i sistemi di tenuta per autoveicoli, l'elettronica di consumo e i componenti aerospaziali. La sua flessibilità, resistenza al calore, biocompatibilità e durevolezza a lungo termine lo rendono adatto sia per applicazioni funzionali che critiche per la sicurezza.
| Industria | Applicazioni |
| Medico | Cateteri, sigilli chirurgici, protesi, guanti medicali e tubi. |
| Settore automobilistico | Guarnizioni, tenute, tubi flessibili, supporti motore e componenti di isolamento elettrico. |
| Elettronica | Tastiere, connettori, guarnizioni, guarnizioni, isolanti e tastiere per interruttori. |
| Aerospaziale | Guarnizioni, pannelli isolanti, tubi del carburante e O-ring. |
| Beni di consumo | Articoli da cucina, articoli per la cura dei neonati, prodotti per la cura della persona e dispositivi indossabili. |
Considerazioni ambientali e normative
I prodotti stampati a iniezione in silicone sono spesso conformi a rigorosi requisiti normativi, tra cui FDA, LFGB, RoHS e REACH. Il silicone di grado medicale può anche soddisfare gli standard USP Classe VI.
I materiali siliconici sono chimicamente stabili, a bassa tossicità e resistenti alla degradazione nel tempo. Queste caratteristiche garantiscono una lunga durata e rendono il silicone adatto ad applicazioni ecosostenibili e regolamentate.
Tipi di silicone utilizzati nello stampaggio a iniezione
Vengono selezionati diversi materiali in silicone in base alle prestazioni e ai requisiti di produzione:
- Gomma siliconica liquida (LSR): Un sistema liquido bicomponente ideale per produzioni ad alta precisione, completamente automatizzate e ad alto volume. Offre un flusso eccellente, una polimerizzazione rapida e una qualità costante.
- Gomma ad alta consistenza (HCR): Un materiale più solido, simile allo stucco, che può essere lavorato mediante stampaggio a iniezione. L'HCR offre caratteristiche meccaniche diverse, ma generalmente richiede una maggiore manipolazione manuale rispetto all'LSR.
Domande frequenti
Lo stampaggio a iniezione di silicone è adatto alla produzione di piccoli volumi?
È tecnicamente possibile, ma gli elevati costi degli utensili rendono il processo più economico per la produzione di volumi medio-alti.
Qual è la differenza tra lo stampaggio a iniezione LSR e HCR?
LSR supporta una maggiore automazione e un controllo di processo più rigoroso, mentre HCR offre proprietà meccaniche alternative per applicazioni specifiche.
Quanto dura uno stampo a iniezione in silicone?
Con una progettazione e una manutenzione adeguate, gli stampi a iniezione in silicone possono durare centinaia di migliaia di cicli.

Conclusione
Lo stampaggio a iniezione di silicone è un processo produttivo altamente avanzato che combina precisione, efficienza e prestazioni dei materiali. La sua capacità di produrre componenti complessi e di alta qualità lo rende essenziale per i settori con rigorosi requisiti prestazionali.
Grazie alla comprensione del processo, delle considerazioni progettuali, delle opzioni dei materiali e delle limitazioni, i produttori possono sfruttare appieno lo stampaggio a iniezione di silicone per creare prodotti affidabili e innovativi.