This article looks at two main ways to finish silicone surfaces, traditional PU coating and modern plasma treatment. It compares their strengths, weaknesses, and best uses in products like wearables and gaming gear, based on real factory experience to help engineers decide.

Introduction
In CMF engineering for silicone parts, especially those for electronics from brands like Apple, Microsoft, Google, and Fitbit, getting the surface finish right means more than just how it looks. Silicone has low natural surface energy. This makes it pick up dust easily, like a dust magnet. This shows up most on dark colors, such as earphone headbands or game controller grips, where dirt collects fast and makes things wear out quicker from everyday use. From my more than 15 years leading these surface projects in U.S. and overseas plants, I have seen this stickiness cause big issues, from unhappy users at first glance to devices breaking down sooner under repeated handling.
The big topic in silicone finishing is comparing old reliable PU coating to newer plasma treatment. PU means polyurethane spraying. It has given great touch for a long time, but it has its share of work challenges and eco problems. Plasma, seen as a fresh green choice, changes the surface deep down at the molecule level. From all the tests and factory setups I have managed, plasma does not fully take over from PU yet. As engineers, we need to think about touch along with wear resistance, long lasting power, and how it fits into big making processes, especially with U.S. rules for cleaner ways.
What Makes Silicone Surfaces Tricky
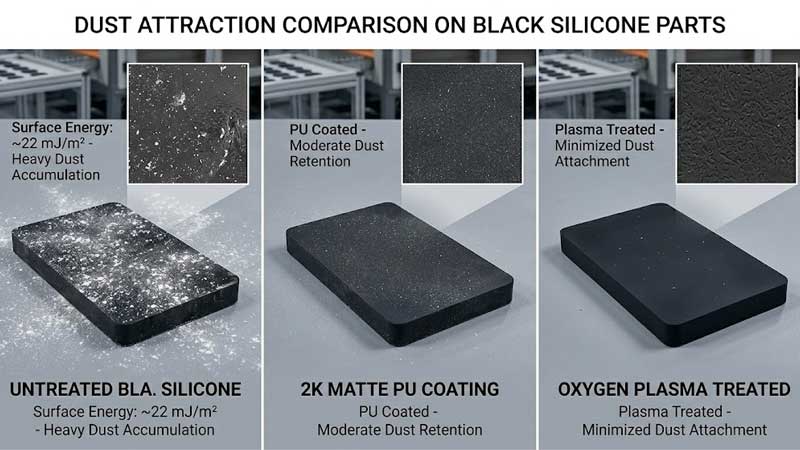
To start, plain silicone has surface energy around 20 to 25 mJ per square meter. This is why it holds onto dust and marks so well. We aim to raise that to 40 to 60 mJ per square meter without harming other traits. If you skip this step early, it can mean redoing designs. I have had to toss early molds in some jobs because surface changes were not planned soon enough, adding weeks to schedules.
How It Affects Overall Design
Besides dust, low energy messes with sticking in builds, like when silicone joins plastics in wearables. I tell teams to check energy right after shaping to spot differences between lots, using easy water drop checks as a fast way before full runs.
Real Impact on Product Life
In one wearable project, ignoring early surface tweaks led to bonds failing in humid tests, forcing a full material swap midway. Lessons like that show why testing upfront saves time.
PU Coating: Solid for Top Touch, But Needs Careful Handling
From my first jobs tuning finishes for early smart gear, PU coating stays a strong option for soft touch silicone. It puts on a thin polyurethane layer, either 1K kind that sets with heat or air, or 2K mixing for stronger outcomes. The join to silicone makes a smooth layer hard to top for feel.
Main Plus Points of PU Coating
- Texture Choices: Set from soft velvet with firm grip, good for bands that stay put in workouts, to smooth surface that grips under sweat for long gaming.
- Hiding Marks: Covers LSR mold lines well, cutting extra smooth steps. In a Microsoft supplier task, this cut QA no-gos by 25 percent, making lines faster.
- Better User Feel: Adds that high end sense, as in PS5 type controllers where matte adds reduce shine and raise comfort in hours of use.
Examples from Actual Work
I remember a high end earbud job where we added PU with UV guards to stop color fade, outdoor checks showed 30 percent better shade keep than basic mixes.
More on Texture Tuning
We often mix in fillers to get exact friction levels, like adding silica for matte without losing soft bounce.
Issues and Ways to Fix Them
Peeling happens a lot, with coating coming off at busy spots. Often from weak prep, always use plasma clean or IPA sound baths to clear oils. Short sets, like under 60 minutes at 80 to 100 degrees C, make it bad. Fixed a 20 percent field flop on Google wearables by lifting silane to 2 percent, toughening the tie.
- Eco and Cost Sides: VOC let offs need aired clean rooms, raising costs 30 to 40 percent in tight spots like California. For waste, HVLP spray at 30 psi trims over spray drops.
- Mix Changes: In 2K setups, 1.2 to 1 isocyanate polyol mix stops breaks. From long checks, this boosted wet stand in storage.
For putting on, auto arms give even layers on twisty shapes, changed to static charge in one run, saving 15 percent coat, but set for silicone non lead to stop uneven pile.
Tips for Better Results
Watch thickness each day, heat changes can thick mixes, causing rough spots. We put in line warmers to steady, dropping flaws by 10 percent in damp plants.
Safety in Handling
Always vent well when spraying, masks and checks keep teams safe from fumes.

Plasma Treatment: Core Change for Green Ways, With Some Limits
I have added plasma to lines for about a decade. It hits silicone with O2 or Ar plasma in empty space, swapping sticky parts for push away ones to lift energy and lower dirt hold.
Top Gains from Plasma
- Green Method: No solvents, easy for EPA fits. Lasting shifts skip peeling, staying strong in 1,000 hour rust checks for Fitbit type bands.
- Strong Dirt Push: Lowers build by 70 percent in lab sets, key for black parts in daily grime.
- Built In Tough: No add layers mean less break spots over time.
Work Case Examples
Used on work remotes where it halved clean gripes, easy batch runs match low amount needs.
Depth of Change
The plasma etches nano scale, creating bonds that hold better than just adds.
Limits Seen in Making
Finish can be dry, missing PU plush, feedback from game mocks rated it 15 to 20 percent low for ease. Batch way fits R and D, 5 to 10 min loops, but big inline wants 400K to 600K in tools. For bends, made holders key, an Apple supplier check saw 15 percent speed dip from odds.
- Time Touch: Energy falls 20 percent in a day, nitrogen wraps and fast build aid.
- Tool Sets: Mix microwave RF for deep reach on thick bits, but eye heat.
Best pressures: 10 to 50 mTorr for even, steady 50 sccm O2 flow kept changes under 5 percent in big makes.
Upkeep and Growth Advice
Clean poles weekly to stop sparks, set in our lines to keep out quality.
Power Use Notes
Efficient RF sources cut energy bills by 20 percent in long runs.

Side by Side Check: Facts from Tests
Lab outcomes on same LSR bits, Shore A 50, give clear views.
| Area | PU Coating, 2K Matte | Plasma Treatment, O2 Ar, 5 Min |
| Wear Stand, RCA Test | 150 to 250 loops to show wear, gloss over 10 percent, edge peel after 200 no help. | Over 500 loops, steady energy over 45 mJ per square meter, small feel shift post 400 relax. |
| Dirt Fight | 40 percent less than plain, rest in dips after 72 hour ASTM D7334. | 70 percent cut, tops in dusty for dark ends. |
| Full Cost, Per 1K Units | Set: 100K, booths ovens, Run: 0.50 per unit, supplies crew 10 percent loss, Sum: about 1.20. | Set: 300K, chambers, Run: 0.10 per unit, energy gas, Sum: about 0.40 after 50K even. |
| Energy Hold, Start After 1 Month | 45 mJ per square meter drops to 35 in wet air. | 55 mJ per square meter keeps 50 with right store. |
Plasma tops in last and save over lots, PU in first like. Changed ISO 7784 2 with thumb like loads showed PU weak to repeat push. Fast checks with dyne marks and angle measures guess field acts, plasma held 10 to 15 percent better in UV hits.
Wider Check Thoughts
Add wet loops for true age, plasma lead in hot market mocks.
Data Trends Over Time
Yearly logs show plasma costs dropping as tools get cheaper.
Factory Tips: Turning Ideas into Real Makes
Ideas fail without do tweaks. PU on odd forms needs robot exact to skip drips, thin to 15 percent solids helps flow, though redo can hit 5 percent.
For plasma, move quick on active, tied treat to build in a Google set. Stick check via cross hatch, ASTM D3359, 3M 600: PU 4B to 5B boosted, plasma 3B alone, leaps to 5B prep for layers.
- Watch Basics: In line senses lowered scraps 12 percent by grab shifts.
- Team Safe: RF rules must, guards and locks stop mishaps.
Usual Misses and Fixes
Forget after plasma wet control causes re dos, added dryers in one spot to steady.
Line Flow Ideas
Group small parts in batches to max chamber use.

Picking the Right Finish: Levels Guide
Match to item wants and funds.
Top Level Picks
- Tier 1: High Wearables, like Apple Watch Bands: Self lube LSR with strong plasma, 10 min high RF for dirt proof tough and skin nice bounce.
Why It Fits
Mixes green aims with full day ease, checked on mocks lasting long sims.
Extra for Premium
Add bio safe coats for skin touch.
Middle Choices
- Tier 2: Game Items, like Xbox PS5 Grips: 2K matte PU plus print blocks for sweat safe hold past 10,000 hours.
User Focus Notes
Checks show players like the sticky grip in hard play.
Tune for Games
Mix in ergo shapes for less tire.
Basic Options
- Tier 3: Daily Tools, like Remotes: Plain plasma or in lube for cheap 80 percent dirt guard.
Save Cost Hints
Suits fast turn lines no fancy.
Low End Boosts
Simple adds like talc for extra slip.
For in between, mixes like light plasma under thin PU join goods, trimming use 40 percent. Think users: Busy ones pick PU for sure hold.

Conclusion
In summary, while plasma treatment offers strong advantages in sustainability and durability over traditional PU coating, a combined method often provides the best results by leveraging plasma as a base to improve adhesion and allow for thinner, longer-lasting layers with reduced environmental impact. From real-world applications in products like those from Fitbit, this hybrid strategy has proven effective in eliminating common issues such as flaking.
Drawing on our extensive experience in silicone engineering and access to cutting-edge facilities, we are equipped to develop tailored solutions that meet your specific needs. Contact us today to discuss your project and collaborate on custom silicone products that deliver optimal performance.