A lot of teams decide between hot runner and cold runner very early. And in many cases, the decision comes down to one thing, mold price.
On paper, that seems reasonable. Lower upfront cost looks safer.
But once the mold goes into production, the real picture shows up. Scrap starts to increase. Cycle time is not as expected. Parts look slightly different from cavity to cavity. Then people realize the runner system was not just a small design detail.
It controls how the material moves, how it cools, and how stable the process will be over time.
This becomes even more obvious when working with silicone or elastomers. These materials do not tolerate unstable flow or temperature variations very well.
So the real question is not “which is cheaper,” but “which one fits the product and process.”

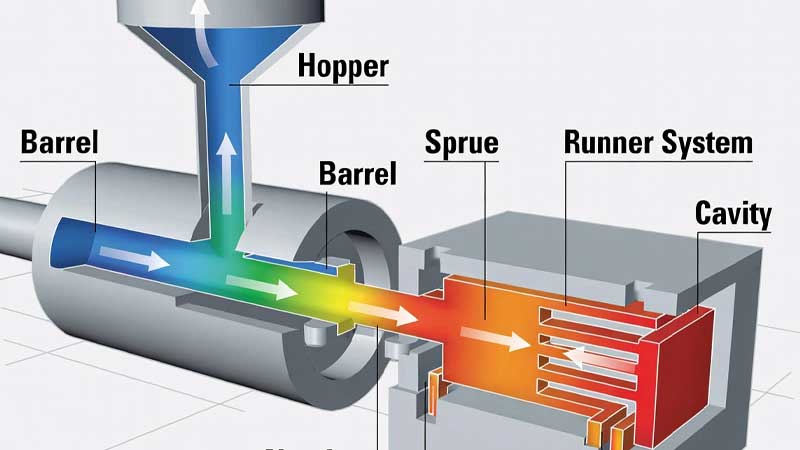
What the Runner System Really Does
Most explanations stop at “the runner delivers material into the cavity.” That is technically correct, but not very useful in real production.
In practice, the runner system controls two things that operators care about every day: how the material flows, and what happens to it before it reaches the part.
Flow Behavior Is Not Just About Filling
When material goes through a runner, it is sheared. If the runner is too small, shear increases quickly. At that point, you may start to see flow marks, jetting, or unstable filling.
With silicone parts, this can go further. You might not see obvious defects, but the feel or elasticity can become inconsistent. For products like keypads or seals, that is already a problem.
So the runner is not just a channel. It is part of the process control.
Thermal History Matters More Than People Expect
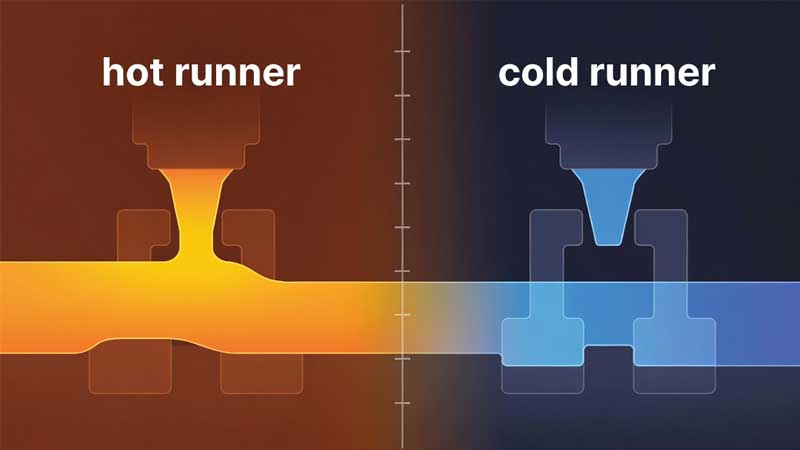
Hot runner systems keep material molten all the time. That helps with flow, but it also means the material stays at high temperature longer.
Some materials handle this well. Some do not.
In a few long production runs we have seen, material sitting too long in the manifold started to degrade slowly. It did not fail immediately. It showed up later as black dots or slight discoloration.
Cold runner systems avoid this by pushing fresh material each cycle. It is less efficient, but more predictable.
Cold Runner Systems: Simple, but Hard to Replace
Cold runner molds are often seen as the basic option. In reality, they are still widely used for a reason.
Why Many Factories Still Prefer Them
They are easier to run.
Setup is more forgiving. Small temperature fluctuations do not immediately cause problems. Operators do not need to manage multiple heating zones.
If the project involves different materials or frequent changes, cold runner systems are simply easier to deal with.
Runner Size: A Common Misjudgment
One mistake shows up quite often. People increase runner size to improve flow.
Yes, pressure drops. Flow becomes easier.
But something else happens. Cooling time increases. The runner stays hot longer than the part. This creates imbalance, and sometimes leads to sink or internal stress.
So in practice, the runner should not be “as large as possible.” It should be just large enough to maintain stable filling.
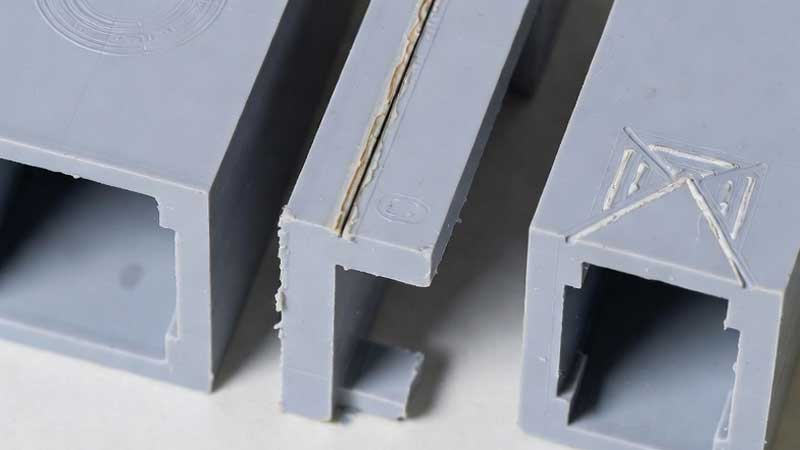
Gate Choice Is More Practical Than It Looks
Tunnel gates are popular because they separate automatically. This works well in high-volume production with automation.
But they are not always the best choice. For some silicone parts, especially thicker or more sensitive ones, edge gates or fan gates give more stable flow.
It depends on what matters more: appearance, consistency, or automation.
Hot Runner Systems: High Efficiency, Less Tolerance for Error
Hot runner systems solve some problems, but they introduce others.
What They Actually Improve
The biggest benefit is not just material saving.
It is consistency across cavities. When the material stays molten, pressure loss is lower and flow is easier to control. This becomes important in multi-cavity molds.
For complex parts, hot runners make designs possible that would be difficult with cold runners.
Issues That Only Show Up in Production
On paper, hot runner systems look very clean. In real production, they require attention.
Material can get trapped in small corners inside the manifold. Over time, it degrades. Eventually, it shows up in the part.
Temperature control is another area. If one zone is slightly off, you may see color variation or uneven curing.
Nozzle leakage is also not rare. Once it happens, cleaning and downtime follow.
These are not design-stage problems. They are production-stage problems.

Hot vs Cold Runner: What You Really Trade Off
This is not a simple comparison.
Hot runner systems cost more at the beginning, but reduce material waste. Cold runner systems are cheaper to build, but create ongoing waste.
Cold runners are easier to manage. Hot runners are more efficient but require tighter control.
Material also plays a role. Some materials, especially heat-sensitive ones, are simply safer with cold runners.
So the decision is not about one being better. It is about which set of trade-offs you are willing to accept.
When Cold Runner Is the Safer Choice
There are many situations where cold runner systems make more sense.
Low-volume production is one. The cost of a hot runner is hard to justify.
Projects with frequent color changes are another. Cleaning a hot runner system takes time and carries risk.
For heat-sensitive materials, cold runners reduce the chance of degradation.
In some medical or food-related applications, shorter material residence time is also preferred.
In these cases, a simpler system often leads to fewer problems.
When Hot Runner Makes a Clear Difference
In high-volume production, the advantage becomes obvious.
Material savings add up quickly. Over time, they can offset the higher mold cost.
For parts with strict appearance requirements, hot runners help reduce or eliminate gate marks.
In multi-cavity molds, they improve balance and consistency, which directly affects yield.
For precision silicone components, this consistency can be critical.

Runner Design Still Matters More Than the System
Whether hot or cold runner, the design itself is what determines the result.
Balanced flow is important. If cavities do not fill evenly, part quality will vary.
Pressure needs to stay within a stable range. Too high leads to flash. Too low leads to short shots.
Residence time should be controlled. Material should not sit longer than necessary, especially in silicone molding.
A well-designed runner system improves yield quietly. A poor one creates constant troubleshooting.
Silicone and LSR: Where Things Get More Sensitive
Silicone behaves differently from standard plastics. This changes how runner systems should be designed.
LSR flows easily, but it also cures quickly once conditions are right.
This means temperature control is critical. If material starts curing too early, the entire process becomes unstable.
Cold runner systems are often used because they reduce this risk.
In more advanced setups, valve-gated hot runners can be used, but they require precise control and experience.
How to Decide in Practice
Instead of asking which system is better, it helps to ask a few simple questions.
Is the production volume high enough to justify a hot runner?
Is the material sensitive to heat?
Does the product require high cosmetic quality?
Will the process involve frequent changes?
Is the production team experienced with complex systems?
The answers usually point to a clear direction.

Conclusion
There is no perfect runner system.
There is only a system that fits the product, the material, and the production setup.
When the choice is right, the process runs smoothly and quietly. When it is not, problems show up again and again.
That is why runner design should not be treated as a minor detail. It is part of the core engineering work.
We work closely with customers at the early stage, reviewing part design, material behavior, and production goals before tooling begins. This helps avoid unnecessary adjustments later.
If you are working on a new project or trying to improve an existing one, we can help you evaluate the options and find a practical solution that works in real production.