Tackiness on silicone parts is a problem that keeps coming back. You mold the parts carefully. They come out smooth and dry. Everything looks good. Then a month later, customers complain. The seals feel greasy. The grips stick to fingers. A baby teether slides off the tray.
In medical devices, baby products, or high-end kitchen tools, this is not just annoying. It stops shipments. It starts quality checks. Sometimes whole lots get held. The worst part is simple: the bulk material usually passes all the strength tests. Only the surface feels wrong.
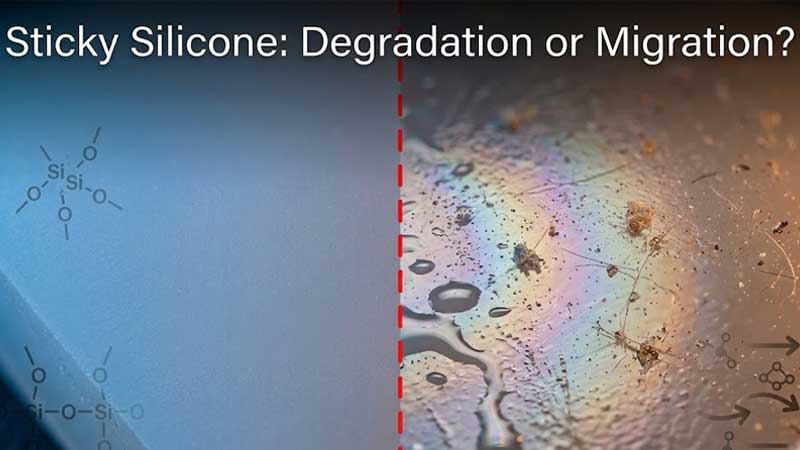
We have seen many of these cases. There are two main causes. One is real damage to the silicone network. The other is small molecules moving to the surface and leaving a film. Figure out which one fast. It saves time and money.

What Tackiness Really Costs in the Field
A sticky medical gasket might still seal perfectly in a bench test, but if nurses or patients notice the tack, confidence drops fast. Same with a silicone pacifier or baking mat, users assume it’s breaking down or leaching something.
In regulated categories that means documentation headaches, possible field alerts, or worse. We’ve seen multi-year supply agreements paused over recurring tack reports even when third-party labs cleared the bulk properties. The hidden cost is usually higher: engineering hours spent on root-cause meetings, extra QC sampling, reformulation trials, and the slow erosion of trust with customers who start looking for alternatives.
When the Polymer Network Breaks Down
This is the harder one to fix because the chemistry has actually changed.
Back-Biting and Depolymerization
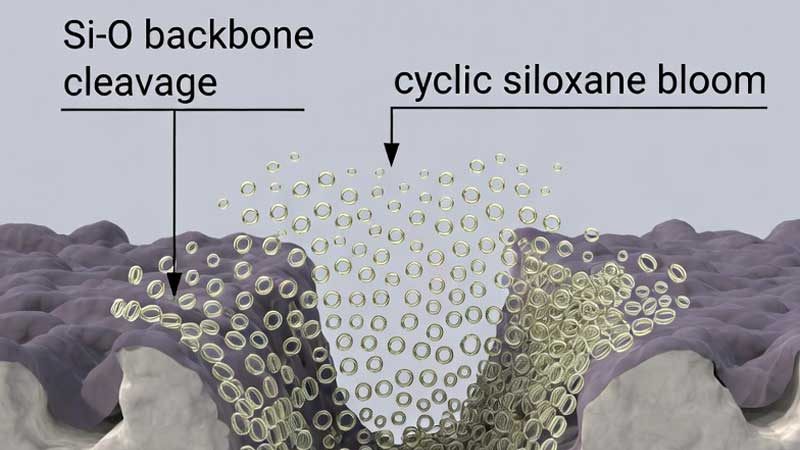
If you hold a part at 220–250 °C too long or if pH drifts during cleaning or steam autoclave, the Si-O chain starts unzipping from reactive ends. That releases cyclic siloxanes (D4 and D5 are the usual suspects). They’re volatile enough to reach the surface quickly and leave an oily layer. We’ve found this most often in thick cross-sections where heat soaks unevenly, or when someone shortens the cool-down before demold and residual warmth keeps the reaction going overnight.
Oxidative Attack from Long Heat Exposure
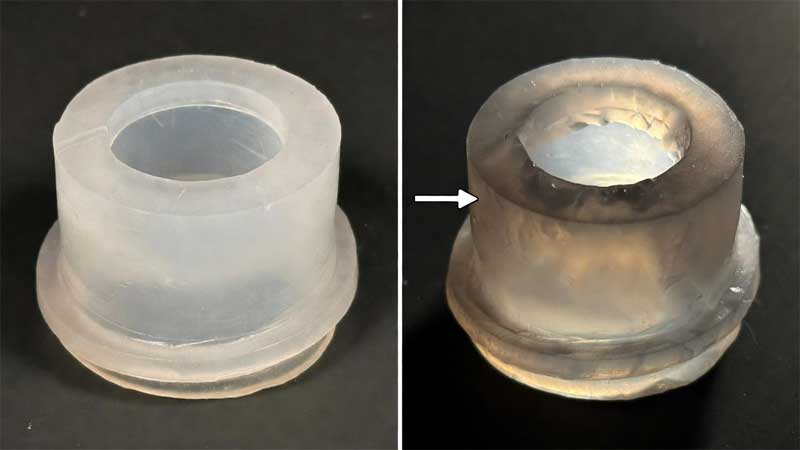
Methyl groups oxidize when silicone sits above 200 °C in air for hours or days. Crosslink density drops near the surface, the material turns more resin-like, and tack appears. You see it in oven gaskets, turbo hoses, or any part that lives near constant heat. A light yellow or tan discoloration usually tags along, especially on peroxide-cured stock.
Moisture and UV Working Together
Humidity slowly hydrolyzes Si-O bonds at the surface, reversing some of the cure. UV adds free radicals that cut chains faster. Parts left in direct sun, stored in humid warehouses, or shipped across hot climates without barriers show this quickest—sometimes gummy within a few months.
Migration Cases – Usually the Real Culprit
In most of the field returns we’ve handled, the polymer is still largely intact. The problem is mobile stuff moving to the surface or getting pulled in.
Unreacted Siloxanes Left Behind
Even good platinum cures leave trace cyclics or short chains if mixing, catalyst ratio, or inhibitor levels were slightly off. Those species diffuse outward over weeks, especially when ambient temperature creeps above 20–25 °C. We once had a soft wristband run go tacky across thousands of pieces because peroxide was under-dosed by about 12 %. Looked perfect at QC, turned sticky in customer warehouses.
Plasticizers Creeping In from Contact
Silicone soaks up phthalates from PVC trays, blister packs, labels, or nearby TPE components like a sponge. The esters swell the surface, soften it, and leave a persistent tacky layer. After one bad storage trial where silicone seals shared space with PVC clamshells, we lost almost a third of the batch to complaints in under five months. Since then, we keep silicone isolated—no PVC within arm’s reach during packing or staging.
Oils and Greases from the Environment
Skin oils, cooking fats, hand creams, even factory airborne lubricants get absorbed because of the material’s open structure. Over time they oxidize into a sticky residue that’s tough to remove fully. Kitchen utensils and fitness bands are prime examples. One simple change—adding a “wipe with mild soap before first use” note—dropped returns noticeably on several consumer lines.
Things We Do in Production to Stop It Before It Starts
Platinum Cure Wherever Possible
Peroxide leaves behind acidic breakdown products that encourage migration and bloom. Platinum systems crosslink cleaner with far fewer volatiles. For medical, food-contact, or anything expected to last years, we don’t even quote peroxide anymore unless the customer insists. The material premium is real, but it cuts rejects and complaints enough to justify itself.
Full Post-Cure Cycle
We hold at 200 °C for four hours minimum in ovens with strong circulation so every shelf sees the same conditions. This removes residual cyclics, pushes crosslinking to completion, and lifts Tg for better long-term stability. Parts that skip this or get rushed through show higher extractables and earlier tack in heat/humidity aging.
Surface Treatments for Tough Specs
When low friction or anti-dust is critical—think catheter tips or wearable seals—we go with thin Parylene coatings or plasma activation plus a fluorinated or phenyl topcoat. Plasma raises surface energy so the secondary layer bonds well and resists oil adhesion better than untreated silicone.
Tight Control on Soft Compounds
10A–30A durometer grades need added fluid to reach target softness, but the margin between “just right” and “sweating” is narrow. We now do small design-of-experiment runs on each new polymer lot to lock in the exact oil level. A few percent too high and you get bleed; too low and the part tears early.

How We Diagnose on the Shop Floor or in the Lab
Simple IPA Wipe
Dampen a lint-free cloth with 99 % isopropanol and rub the sticky spot firmly for 10–15 seconds. If the tack lifts completely and the surface feels dry again, you’re dealing with surface migration or contamination. If it stays soft and gummy after several passes, degradation has reached deeper into the material.
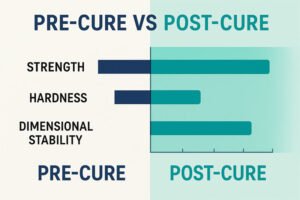
Hardness Trend Over Time
Measure Shore A at the same location—day zero, then four weeks, twelve weeks in controlled storage. A consistent drop of 5 points or more usually means chain scission. Migration cases keep bulk hardness almost flat.
FTIR Quick Scan
ATR mode shows foreign material fast. Pure silicone has clean Si-O bands around 1080 and 1010 cm⁻¹ plus Si-CH₃ at 1260 and 2960 cm⁻¹. Any carbonyl peak near 1720–1740 cm⁻¹ flags oxidation products or phthalate ingress.
| Sign / Test | Points to Degradation | Points to Migration |
| IPA wipe | Tack stays or comes back quickly | Tack lifts, surface returns to normal |
| Shore A change | Drops noticeably (5+ points) | Stays within 2–3 points |
| Odor when warmed | Burnt rubber or slight acid | Oily, sometimes faintly sweet/plastic |
| Onset timing | Tied to heat, UV, or humidity event | Slow build, often 3–12 weeks |
| Typical triggers | Over-cure, poor storage, exposure | Cure incomplete, PVC nearby, oils |
| Extractables in solvent | Moderate | Usually higher (cyclics, esters) |
| Permanent? | Needs stripping or reformulation | Often fixable with cleaning |

Storage and Handling Basics That Matter
Store below 25 °C and 50 % humidity. Use polyethylene bags or trays—never PVC or cardboard in direct contact. Flag material incompatibilities during early design reviews so nobody ends up with silicone pressed against a plasticizer-heavy component.
Conclusion
Silicone is tough and forgiving in a lot of ways, but it isn’t bulletproof. Tackiness almost always comes down to choices we make around raw materials, cure details, post-processing, and how parts are stored or assembled. Dial those in properly and the problem mostly disappears.