Industrial manufacturers struggle with transforming standard silicone sheets into precise components. Traditional cutting methods often result in jagged edges, dimensional inaccuracies, and material waste, causing production delays and quality issues.
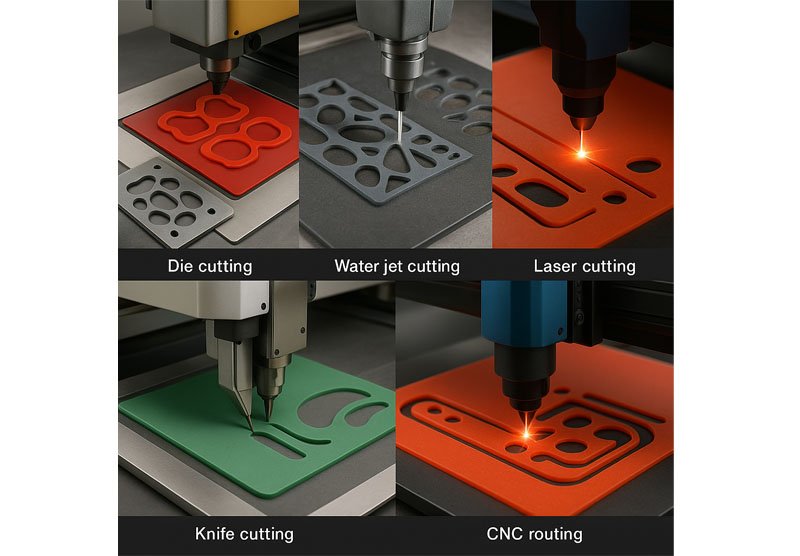
Silicone sheets can be custom cut using die cutting, water jet cutting, laser cutting, knife cutting, and CNC routing. Each method offers different advantages in terms of precision, edge quality, tooling costs, and production volume capabilities, with die cutting being most economical for large runs and water jet ideal for complex designs.
After years of helping clients transform standard silicone sheets into precisely engineered components, I’ve gained valuable insights into the strengths and limitations of each cutting method. Let me guide you through the options to help you select the perfect approach for your specific application needs.
How Does Die Cutting Transform Silicone Sheets into Precise Components?
Manufacturing engineers often struggle with consistent production of identical silicone parts. Hand-cutting creates variations between pieces, while basic cutting tools can’t achieve complex shapes needed for specialized applications.
Die cutting uses custom-made metal dies to stamp or press through silicone sheets, creating identical parts with clean edges. This process can achieve tolerances as tight as ±0.1mm and produce thousands of identical pieces per hour, making it ideal for high-volume production runs.

The Gold Standard for High-Volume Production
Die cutting has been the backbone of our custom silicone component production for over a decade. I remember when a client approached us about producing 50,000 silicone gaskets monthly for their new baby bottle line. Die cutting was the obvious choice, allowing us to deliver consistent quality while keeping unit costs remarkably low.
This process uses specially designed metal dies (essentially sophisticated cookie cutters) to punch out identical shapes from silicone sheets. The dies can be created in virtually any shape, from simple circles and rectangles to complex geometries with internal cutouts and precise edge details.
Types of Die Cutting for Silicone
There are several variations of die cutting technology, each with specific advantages:
- Flatbed Die Cutting This traditional approach uses hydraulic presses to force steel rule dies through the silicone material. It’s excellent for medium to thick silicone sheets (2mm-10mm) and offers a good balance of precision and production speed.
- Rotary Die Cutting For extremely high-volume production, rotary die cutting uses cylindrical dies mounted on rotating drums. While the initial tooling cost is higher, production speeds can reach thousands of pieces per hour, dramatically reducing unit costs for large runs.
- Clicker Die Cutting This variation uses a swing beam press and is particularly effective for thicker silicone sheets (5mm-20mm) where more cutting force is required. It offers excellent precision but operates at slower speeds than rotary systems.
| Die Cutting Method | Optimal Sheet Thickness | Production Speed | Tooling Cost | Precision |
|---|---|---|---|---|
| Flatbed | 2mm-10mm | Medium | Moderate | ±0.2mm |
| Rotary | 0.5mm-5mm | Very High | High | ±0.1mm |
| Clicker | 5mm-20mm | Low-Medium | Moderate | ±0.25mm |
Advantages and Limitations
Die cutting excels in scenarios requiring:
- High-volume production (typically 1,000+ identical parts)
- Consistent part-to-part repeatability
- Clean, professional edge quality
- Cost-effective unit pricing
However, it does have limitations:
- High initial tooling costs (typically $500-$2,500 per die)
- Limited flexibility for design changes (requires new dies)
- Not economical for small production runs
- Potential material waste between cut parts
For many of our industrial clients, the initial die investment quickly pays for itself through reduced labor costs and improved quality. One automotive client calculated that their die cutting tooling paid for itself after just 5,000 parts, with every subsequent part representing pure savings compared to their previous manual cutting process.
Why Is Water Jet Cutting Ideal for Complex Silicone Sheet Designs?
Engineers often need intricate silicone components with complex internal features. Traditional cutting methods can’t achieve these designs, forcing compromises in product functionality or requiring multiple parts to be assembled.
Water jet cutting uses a high-pressure stream of water mixed with abrasive particles to precisely cut silicone sheets without heat distortion. This method achieves tolerances of ±0.1mm, can cut complex geometries with internal features, and requires no tooling costs, making it perfect for prototyping and low to medium production runs.

Precision Without Compromise
Water jet cutting has revolutionized our approach to complex silicone components. Last year, I worked with a medical device manufacturer who needed intricate silicone gaskets with multiple internal features and varying thicknesses. Traditional die cutting would have required prohibitively expensive tooling, but water jet cutting allowed us to produce these complex parts with perfect precision.
This cutting technology uses a hair-thin stream of water pressurized to 60,000 PSI, often mixed with abrasive garnet particles, to slice through silicone material like a microscopic knife. The process is entirely computer-controlled, translating digital designs directly into finished parts without the need for physical tooling.
Technical Capabilities of Water Jet Cutting
Water jet technology offers remarkable precision and versatility:
- Cutting Precision: Typically ±0.1mm, with high-end systems achieving ±0.05mm
- Minimum Feature Size: As small as 0.5mm for thin sheets
- Material Thickness Range: Effectively cuts silicone from 0.5mm to 50mm thick
- Kerf Width: Typically 0.5mm-1.0mm (the width of material removed during cutting)
- Cutting Speed: 50-500mm/minute depending on thickness and precision requirements
One of the most significant advantages of water jet cutting is its ability to create complex internal features without distorting the surrounding material. Since there’s no heat involved (unlike laser cutting), there’s no risk of thermal deformation or material property changes near the cut edge.
Perfect Applications for Water Jet Cutting
Water jet technology is particularly valuable for:
- Prototyping and Product Development With no tooling costs, designs can be quickly modified and recut, allowing for rapid iteration during development phases.
- Low to Medium Production Runs Economically viable for runs of 1-1,000 parts where die cutting tooling costs would be prohibitive.
- Complex Geometries Excels at cutting intricate shapes, tight radii, and internal features that would be difficult or impossible with other methods.
- Mixed Material Cutting Can cut reinforced silicone sheets containing fiberglass or fabric layers that might cause problems with other cutting technologies.
The main limitation of water jet cutting is production speed. While perfect for precision and flexibility, it can’t match the raw output speed of die cutting for high-volume production. For many of our clients, we use water jet cutting for initial production and prototyping, then transition to die cutting once designs are finalized and volumes increase.
How Does Laser Cutting Balance Precision and Production Speed for Silicone Sheets?
Product designers face challenges when needing both intricate designs and moderate production quantities. Hand cutting lacks precision, while die cutting requires expensive tooling that’s hard to justify for medium-sized runs.
Laser cutting uses focused light energy to precisely cut silicone sheets with a narrow kerf width of 0.1-0.2mm. This computer-controlled process achieves tolerances of ±0.1mm, requires no physical tooling, and can process 50-100 parts per hour, making it suitable for medium-volume production of complex designs.

The High-Tech Cutting Solution
Laser cutting represents the perfect middle ground between water jet and die cutting for many of our clients. I recently helped a consumer electronics manufacturer who needed 5,000 custom silicone gaskets with precise dimensions for a new product launch. Laser cutting provided the perfect balance of production speed and precision without requiring expensive tooling.
This technology uses a focused beam of light energy to vaporize silicone material along a programmed cutting path. The process is entirely computer-controlled, allowing for incredible precision and design flexibility. However, it’s important to note that laser cutting works best with specific silicone formulations, as some types can produce harmful byproducts when vaporized.
Technical Considerations for Laser Cutting Silicone
Laser cutting silicone requires careful parameter control:
- Power Settings: Typically 50-150 watts for silicone sheets
- Cutting Speed: 10-30mm/second depending on thickness
- Focal Length: Adjusted based on material thickness
- Assist Gas: Usually nitrogen to prevent burning and improve edge quality
The primary challenge with laser cutting silicone is managing heat-affected zones (HAZ). Unlike metals, silicone can experience slight charring or surface changes near the cut edge. Modern laser systems minimize this effect, but it remains an important consideration for applications with strict material property requirements.
| Silicone Type | Laser Cutting Suitability | Special Considerations |
|---|---|---|
| General Purpose | Good | Minimal charring with proper settings |
| Platinum-Cured | Fair | May require slower speeds to prevent heat damage |
| Fluorosilicone | Poor | Can release harmful byproducts when heated |
| Reinforced | Variable | Depends on reinforcement material |
Ideal Applications for Laser Cutting
Laser technology excels in these scenarios:
- Medium Production Volumes Perfect for runs of 100-5,000 parts where speed matters but die tooling isn’t justified
- Tight Tolerances Achieves precision comparable to water jet but with faster production speeds
- Marking and Cutting Can both cut shapes and engrave identifying marks in a single operation
- Rapid Turnaround Programs can be quickly adjusted for design changes without new tooling
One client in the aerospace industry particularly values laser cutting for their silicone components because it allows them to include QR codes and part numbers directly on each piece during the cutting process. This integrated marking capability streamlines their inventory management and quality control processes.
The main limitations of laser cutting silicone include potential edge charring, thickness limitations (typically up to 10mm), and material compatibility concerns. For applications requiring absolutely pristine edges or involving certain specialty silicone formulations, water jet cutting may be preferable despite its slower speed.
When Are Manual and Semi-Automated Knife Cutting Methods Appropriate for Silicone Sheets?
Small businesses and startups often can’t justify expensive cutting equipment for limited production needs. This forces them to choose between outsourcing (with high minimum orders) or struggling with inadequate tools that produce inconsistent results.
Knife cutting encompasses methods ranging from hand-cutting with precision knives to semi-automated systems using oscillating or drag knives. These approaches require minimal tooling investment, can achieve tolerances of ±0.5mm with skilled operators, and are economical for small production runs of 1-100 pieces.

Cost-Effective Solutions for Small-Scale Production
Don’t underestimate the value of well-executed knife cutting methods. When I first started in the silicone industry, I personally hand-cut prototype gaskets for a client who later became one of our largest customers. That initial small-batch flexibility allowed them to test their product before committing to larger production runs.
Knife cutting encompasses several approaches, from completely manual to semi-automated:
Manual Precision Cutting
Using specialized cutting tools and templates, skilled technicians can produce surprisingly precise silicone components. This approach requires:
- Precision steel rules or templates
- Sharp cutting tools designed specifically for elastomers
- Stable cutting surfaces (typically self-healing cutting mats)
- Skilled operators with experience in silicone fabrication
While labor-intensive, this method requires virtually no capital investment and can be ideal for extremely small runs or prototype development. With experienced operators, tolerances of ±0.5mm are achievable for simple geometries.
Digital Flatbed Cutters
These semi-automated systems represent a significant upgrade from manual cutting while remaining far more affordable than water jet or laser systems:
- Computer-controlled cutting head (oscillating, drag knife, or rotary)
- Vacuum table to hold material in place
- Digital design interface for precise pattern creation
- Production speeds of 10-30 parts per hour
These systems typically cost $10,000-$50,000 (compared to $100,000+ for laser or water jet systems) and offer a good balance of precision and affordability for small to medium businesses. They can achieve tolerances of ±0.2mm with proper setup and operation.
| Knife Cutting Method | Initial Investment | Precision | Production Speed | Best Applications |
|---|---|---|---|---|
| Manual Cutting | $100-$500 | ±0.5mm | 5-10 parts/hour | Prototypes, one-offs |
| Template Cutting | $500-$2,000 | ±0.3mm | 10-15 parts/hour | Small runs, simple shapes |
| Digital Flatbed | $10,000-$50,000 | ±0.2mm | 10-30 parts/hour | Small-medium runs, varied designs |
Perfect Scenarios for Knife Cutting
These methods shine in several specific situations:
- Startup Operations When capital is limited but small production capabilities are needed
- Prototyping For quick turnaround of test pieces before committing to more expensive production methods
- Very Small Production Runs When producing just 1-100 identical parts doesn’t justify more expensive methods
- Thick Silicone Sheets Particularly effective for cutting thicker materials (10mm+) that might challenge other methods
One of our clients, a custom automotive parts shop, uses digital knife cutting exclusively for their silicone components. With production runs typically under 50 pieces, the flexibility and low tooling costs perfectly match their business model of creating specialized parts for collector vehicles.
How Does CNC Routing Provide Precision for Thick Silicone Sheets?
Fabricators struggle with cutting thick silicone sheets precisely, especially when complex 3D features are required. Standard cutting methods often fail with thicker materials, resulting in uneven edges and dimensional inaccuracies.
CNC routing uses computer-controlled rotating cutting tools to precisely shape silicone sheets, especially thicker varieties (10mm+). This method can achieve tolerances of ±0.2mm, create beveled edges and 3D contours, and process materials up to 50mm thick, making it ideal for specialized applications requiring thick silicone components.

Mastering Thick Material Fabrication
CNC routing has solved seemingly impossible cutting challenges for many of our clients working with thick silicone sheets. I recently collaborated with an industrial equipment manufacturer who needed 25mm thick silicone dampening pads with precisely angled edges and internal pockets. CNC routing was the only viable solution, delivering exactly what conventional cutting methods couldn’t achieve.
This technology uses rotating cutting tools mounted on a computer-controlled gantry system to precisely remove material according to programmed toolpaths. Unlike other cutting methods that simply separate material along a line, CNC routing can create three-dimensional features like:
- Beveled or chamfered edges
- Pockets and recesses of varying depths
- Stepped thickness transitions
- Textured surfaces
- Complex 3D contours
Technical Aspects of CNC Routing Silicone
Successfully routing silicone requires specialized knowledge:
- Tool Selection: Typically carbide end mills with specific geometries for elastomers
- Spindle Speeds: Usually lower than for rigid materials (5,000-15,000 RPM)
- Feed Rates: Carefully controlled to prevent material deformation
- Fixturing: Critical for holding flexible silicone sheets securely during machining
- Cooling: Often required to prevent heat buildup that could damage silicone properties
The main challenge with CNC routing silicone is managing the material’s flexibility and elasticity. Unlike rigid materials that hold their position during machining, silicone can flex and deform under cutting forces. This requires specialized fixturing solutions and careful machining parameter control.
Perfect Applications for CNC Routing
This technology excels in several specific scenarios:
- Thick Material Processing Ideal for silicone sheets 10mm-50mm thick that would challenge other cutting methods
- 3D Feature Creation When components require varying thicknesses, pockets,
- Tight Tolerance Requirements Can achieve consistent ±0.2mm tolerances even in thick materials
- Mixed Operations Combining cutting, drilling, and surface texturing in a single setup
| Material Thickness | CNC Routing Advantage | Alternative Method Limitations |
|---|---|---|
| 10-20mm | Clean edge quality, dimensional stability | Die cutting requires excessive force, laser cutting limited depth |
| 20-30mm | Ability to create 3D features | Water jet may cause material deflection, inconsistent cuts |
| 30-50mm | Precise thickness control across large areas | Most other methods cannot process this thickness |
One manufacturing client specializing in vibration isolation systems exclusively uses CNC routing for their thick silicone components. They particularly value the ability to create variable-thickness profiles that optimize dampening performance while maintaining precise mounting dimensions—something impossible with traditional cutting methods.
Limitations to Consider
While powerful, CNC routing does have some drawbacks:
- Slower production speed compared to die cutting
- Higher programming and setup costs
- Potential for tool wear affecting dimensions during long runs
- Not economical for very thin materials (under 3mm)
For many specialized applications requiring thick silicone fabrication, these limitations are far outweighed by the unique capabilities CNC routing provides. When evaluating this method, I recommend considering the full production lifecycle, including potential design changes and long-term production needs.
How Do You Select the Optimal Cutting Method for Your Specific Application?
Engineers often select cutting methods based on familiarity rather than suitability, resulting in unnecessary costs, quality issues, or production delays. Without a systematic evaluation process, companies frequently use suboptimal fabrication approaches.
The optimal cutting method depends on five key factors: production volume, material thickness, design complexity, tolerance requirements, and budget constraints. Die cutting excels for high volumes, water jet for complex designs, laser for medium runs, knife cutting for prototypes, and CNC routing for thick materials.

Making the Right Choice Every Time
After helping hundreds of clients select the best cutting method for their silicone components, I’ve developed a systematic approach to this decision. Last month, I guided John through this exact process when his company needed custom-cut silicone components for a new baby product line. By carefully evaluating his specific needs, we identified die cutting as the optimal solution, saving him thousands in production costs.
The selection process involves evaluating five critical factors:
1. Production Volume Assessment
The quantity of identical parts needed dramatically impacts the most economical cutting method:
- Prototype/Small Run (1-100 pieces) Recommended: Manual knife cutting, digital flatbed cutting Rationale: Low setup costs outweigh slower production speed
- Medium Run (100-5,000 pieces) Recommended: Laser cutting, water jet cutting Rationale: Balance between setup costs and production efficiency
- Large Run (5,000+ pieces) Recommended: Die cutting Rationale: Higher initial tooling cost offset by fast production and low per-piece cost
2. Material Thickness Considerations
Different cutting technologies have optimal thickness ranges:
| Thickness Range | Optimal Methods | Methods to Avoid |
|---|---|---|
| 0.5mm-2mm | Die cutting, laser cutting, knife cutting | CNC routing (excessive setup) |
| 3mm-10mm | Die cutting, water jet, laser cutting | Manual knife cutting (inconsistent) |
| 10mm-20mm | Water jet, CNC routing | Laser cutting (limited depth) |
| 20mm+ | CNC routing, water jet | Most other methods |
3. Design Complexity Evaluation
The intricacy of your design significantly impacts method selection:
- Simple Shapes (circles, rectangles, basic geometries) Multiple viable options: die cutting offers best economy for higher volumes
- Moderate Complexity (multiple features, some internal cutouts) Best options: die cutting (high volume), laser or water jet (low-medium volume)
- High Complexity (intricate details, tight internal features) Best options: water jet or laser cutting for most volumes
- 3D Features (variable thickness, contoured surfaces) Only viable option: CNC routing
4. Tolerance Requirements
Required precision directly influences method selection:
- Standard Tolerance (±0.5mm) Multiple options viable, including economical knife cutting for lower volumes
- Precision Tolerance (±0.2mm) Requires laser cutting, water jet, die cutting, or CNC routing
- High Precision (±0.1mm) Limited to water jet, laser, or precision die cutting
5. Budget Constraints
Financial considerations often determine the final decision:
- Minimal Investment Manual cutting or digital flatbed systems offer lowest entry cost
- Moderate Investment Outsourcing to cutting service providers offers balance of quality and cost
- Maximum Quality Regardless of Cost In-house advanced cutting systems or premium cutting service providers
By systematically evaluating these five factors, you can confidently select the optimal cutting method for your specific application. In my experience, this structured approach prevents costly mistakes and ensures the best balance of quality, cost, and production efficiency.
For many of our clients, the ideal solution often involves combining multiple cutting methods across a product’s lifecycle—starting with knife or water jet cutting during prototyping and low-volume initial production, then transitioning to die cutting as volumes increase and designs stabilize.
Conclusion
Selecting the right cutting method for your silicone sheets depends on your specific needs. Die cutting excels for high volumes, water jet for complex designs, laser for medium runs, knife cutting for prototypes, and CNC routing for thick materials. By evaluating these options against your requirements, you’ll achieve optimal results.








