The silicone vs plastic decision shows up in almost every B2B product brief we quote, and most of the time it is framed at the wrong level. Silicone and plastic behave very differently under heat, pressure, UV exposure, and long-term cycling — but the real choice is rarely between two material categories. It is a choice between specific grades, curing systems, and molding processes, each with very different MOQs, tolerances, and failure modes.
Most online comparisons of silicone vs plastic stop at broad statements like “silicone is more flexible” or “plastic is cheaper.” In real production environments, the actual decision comes down to molding process, thermal cycling, compliance requirements, tooling budget, and expected annual volume.
By the time many projects reach tooling review, the material has already been chosen for the wrong reason. We regularly see teams specifying LSR for parts that could have been molded in PP at a fraction of the cost, or choosing standard plastic for sealing surfaces that fail after a few temperature cycles.
When engineers ask whether a part should be made from silicone or plastic, the real question is usually this:
- What temperature range will the part actually see?
- How tight are the tolerances?
- What is the annual production volume?
- Does the application involve food, medical, or outdoor exposure?
- What happens if the part fails after 12 months instead of 5 years?
Once those constraints are clear, the material choice becomes much more straightforward.
If you’re new to silicone chemistry, read [ what is silicone material ] first. This article assumes a basic understanding of the Si–O backbone structure and focuses more on engineering trade-offs, manufacturing realities, and long-term application performance.
Executive Summary
- Choose silicone (HTV or LSR) when the part must survive >120°C, repeated sterilization, or direct skin/food contact under EU LFGB or USP Class VI. Below 80°C and 50K units/year, plastic is usually the rational choice.
- LSR injection only pays back at ~50K units/year or above. Below that, HTV compression molding wins on tooling cost despite higher per-part labor.
- The most underestimated cost is post-curing for compliance (e.g. 4 h @ 200°C for LFGB), which routinely doubles silicone unit cost vs. a quick PP cycle.
What Is Silicone?
Silicone is a synthetic elastomer built on a Si–O backbone rather than a C–C backbone. That single structural difference is the source of nearly every property gap with plastic: thermal stability, UV resistance, flexibility retention after thermal cycling, and biocompatibility.

In our shop we work with two practical families:
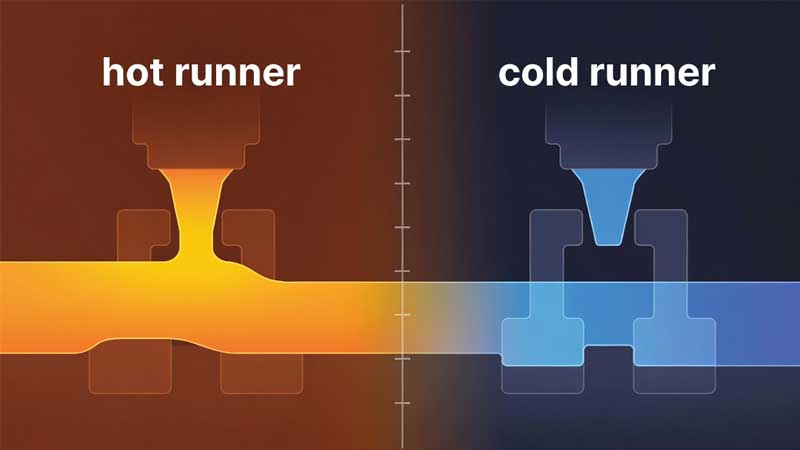
- HTV (High Temperature Vulcanization) — compression molded, larger geometries, lower tooling cost.
- LSR (Liquid Silicone Rubber) — injection molded with a cold-runner system, tighter tolerance, higher MOQ.
They share chemistry but behave very differently in production. Most quoting confusion comes from teams treating them as interchangeable.
For more on grades and chemistry, see [ what is silicone material ].
What Is Plastic?
“Plastic” is not a material — it is a category covering thermoplastics (PP, PE, PC, ABS, TPU, PETG, PEEK) and thermosets (epoxy, phenolic). Each has its own process window, shrinkage rate, and chemical compatibility profile.

For B2B parts that compete with silicone, the realistic candidates are usually:
- PP — cheapest, low temperature ceiling (~100°C continuous), good for disposable food contact.
- TPE / TPU — soft-touch, flexible, but loses elasticity above ~80°C and under prolonged UV.
- PC — high temperature for a thermoplastic (~120°C), optically clear, but brittle under repeated impact.
- ABS — rigid, dimensionally stable, fails fast under UV.
- PEEK — engineering-grade, survives 250°C, but priced at ~10× ABS.
The engineering decision is rarely “silicone vs plastic” at the category level. It is more often “LSR 50A vs TPU 70A” or “HTV gasket vs PC housing”. Treating it as a binary produces wrong answers.
Key Differences Between Silicone and Plastic
The textbook table is fine for a definition page. For a real engineering decision, the parameters that move cost and failure rate are different. The table below is the version we walk customers through during scoping.

| Engineering parameter | Silicone (HTV / LSR) | Common plastics (PP / PC / TPU / PEEK) |
|---|---|---|
| Continuous service temperature | -50°C to 230°C; short-term 250–300°C | PP ~100°C; PC ~120°C; TPU ~80°C; PEEK 250°C |
| Achievable tolerance | HTV ±0.1 mm; LSR ±0.02 mm | ±0.05–0.1 mm typical |
| Shrinkage rate | 2.5–4% (must be designed into the mold) | PP 1.5–2.5%; PC 0.5–0.7% |
| Mold tooling cost | HTV $1.5K–8K; LSR $15K–60K (cold runner) | $3K–25K per cavity set |
| Cycle time per shot | HTV 2–6 min; LSR 30–90 sec | 15–60 sec |
| Realistic break-even MOQ | HTV from 1K pcs; LSR from 50K pcs/year | Plastic injection from 5K pcs |
| Post-processing burden | Deflashing + post-cure (LFGB: 4 h @ 200°C) | Trim only; secondary cure rare |
| UV / ozone aging | Stable >10 years outdoor | ABS yellows in 6–12 months; PP chalks |
| Compression set (24 h @ 175°C) | HTV 15–25%; LSR 8–15% | TPE/TPU 40%+ (loses sealing function) |
Heat Resistance — Where Most Decisions Lock
Most “silicone vs plastic” choices are temperature decisions in disguise. Once the part must survive an autoclave (121°C / 30 min), a dishwasher (80°C, repeated), or a sterilizer (134°C), the plastic option set collapses fast. Only PEEK and a handful of engineering grades survive, and they cost more than silicone.
What teams underestimate is not peak temperature but temperature cycling. A PC handle survives a single 120°C exposure; it cracks after 200 cycles. Platinum-cured silicone holds dimensional stability through several thousand cycles. If the application sees more than ~50 thermal cycles per year, model the lifetime in cycles, not in peak. This single reframing changes the material decision more often than any spec sheet.
See [ silicone heat resistance ] for the curve.
Flexibility and Elasticity — Watch Compression Set, Not Initial Hardness
Flexibility on day 1 is easy. The number that matters in production is compression set after 1,000 hours under service load.
TPU at 70A feels similar to LSR at 70A out of the box. In a static gasket at 90°C, the TPU loses 40%+ of its sealing force in months while LSR holds within 15%. This is why we push back when a customer specs “TPU because it’s cheaper” for a sealing application — they will be paying a recall cost, not a savings.
For any sealing, gasket, or vibration-isolation function, ask the supplier for compression set at your actual service temperature. If they cannot provide it, that alone is a reason to look elsewhere.
Durability and Lifespan — UV and Ozone Are the Silent Killers
For outdoor, automotive engine bay, or marine applications, silicone is rarely a luxury. ABS visible under sunlight yellows in 6–12 months. PP becomes chalky and cracks. Platinum-cured silicone holds color and elasticity past 10 years of outdoor exposure.
The inverse case: if the part lives indoors, never sees UV, and is replaced annually anyway, plastic almost always wins on cost. Don’t pay for durability you’ll never use. We see this overspec all the time on indoor consumer accessories where the brand request specified “silicone for premium feel” without checking the use environment.
See [ silicone weather resistance ].
Chemical Resistance — Build a 2-Axis Matrix
Silicone resists water, ozone, weak acids/bases, and most polar solvents. It swells in non-polar solvents (gasoline, hexane, toluene) and degrades in concentrated strong acids. Fluorosilicone handles fuels at 3–4× the price of standard silicone.
PP and PE handle most acids and bases well but fail at moderate temperatures. PTFE handles almost everything chemically but cannot be molded conventionally — it is machined or sintered, which kills mass-production economics.
The right move: build a 2-axis matrix of (chemical exposure × service temperature) and eliminate materials per quadrant. Once you do this honestly, the silicone-vs-plastic question often dissolves into a single shortlist.
Learn more in [ silicone chemical resistance ].
Food Safety — FDA Is the Floor, LFGB Is the Ceiling
For food contact in the US, FDA 21 CFR 177.2600 is the relevant standard for silicone. For the EU and Germany, LFGB §30/31 with overall migration testing is stricter, layered on top of the broader EU food contact framework (Regulation 1935/2004). LFGB-compliant silicone usually requires platinum cure plus 4 h post-cure at 200°C and adds 20–30% to material cost.
For plastics, food contact compliance splits per resin: PP and PE are usually fine, PC requires BPA-free certification (and even then is restricted in baby products in EU/CN), PVC is effectively excluded from food contact in most premium markets.
If the buyer is in the EU, default to LFGB-grade platinum silicone for any direct food or oral contact. The cost premium is smaller than the regulatory risk of a recall.
Common food-grade silicone applications:
- Baking molds and trays
- Kitchen utensils and spatulas
- Baby feeding accessories
- Food processing seals and gaskets
See [ food grade silicone ].
Environmental Impact — Reuse Cycles, Not Material Type
Silicone is not biodegradable. Most engineering plastics are not biodegradable in any practical timeframe either. The honest sustainability metric is how many use cycles a part survives before disposal.
A platinum-silicone food container handles 5,000+ dishwasher cycles. A PP container handles 50–200 before warping. On a per-use carbon basis silicone wins easily; on single-use disposable applications, plastic wins. Anyone selling a one-line answer here is selling something else.
Cost Comparison — Total Landed Cost, Not Material Cost
Material cost per kg is misleading. The decision number is landed cost per delivered, qualified part, which includes:
- Tooling amortized over annual volume
- Cycle time × labor rate
- Scrap rate (LSR runs 1–3%; HTV 5–10%; thermoplastic injection 1–3%)
- Post-curing energy (silicone only)
- Inspection burden (medical/food applications)
Rough rules of thumb from our quote book:
- Below 5K parts/year, HTV silicone often beats plastic injection because tooling is cheaper.
- Between 5K–50K, plastic injection usually wins for non-critical applications.
- Above 50K with tight tolerance or food/medical compliance, LSR wins on lifetime cost despite the $30K+ tool.
Engineering Selection Framework
This is the decision logic we walk every customer through before quoting. It eliminates 80% of bad material choices in the first call.
Step 1 — Temperature Window
- Continuous service below 80°C with no sterilization → consider plastic first.
- 80–120°C continuous, or repeated dishwasher exposure → silicone preferred; PC/PEEK as plastic alternatives.
- Above 120°C continuous, or autoclave/sterilizer cycles → silicone is essentially mandatory for elastomeric parts.
Step 2 — Tolerance and Surface Finish
- Tolerance ±0.1 mm or looser, simple geometry → HTV compression molding is cost-effective.
- Tolerance ±0.05 mm or tighter, complex geometry, no flash acceptable → LSR injection. Do not try to hit LSR tolerances with HTV; the scrap rate will eat the savings.
- Mirror finish or optical clarity → platinum-cured LSR or PC. Peroxide-cured silicone yellows slightly and is not suitable.
Step 3 — Annual Volume
- Below 1K/year → consider machined plastic or prototype-grade silicone.
- 1K–50K/year → HTV silicone or single-cavity plastic injection.
- 50K+/year → LSR silicone (multi-cavity cold runner) or multi-cavity plastic injection.
Step 4 — Compliance Tier
- Industrial / non-contact → peroxide-cured silicone or commodity plastic.
- Food contact (US) → FDA 21 CFR; either material works.
- Food contact (EU) or baby products → LFGB platinum silicone, or BPA-free PP/PE.
- Medical implant or long-term contact → USP Class VI / ISO 10993 platinum silicone, Cleanroom Class 100,000 production. Plastic options narrow to medical PC, PEEK, or PSU.
Step 5 — Failure Mode Tolerance
- Static seal → silicone, watch compression set.
- Repeated impact, rigid structure → plastic (PC, ABS, glass-filled nylon).
- Soft-touch grip with rigid core → over-mold LSR onto a PC or nylon insert. This hybrid is the most common fix when teams are stuck choosing one or the other, and it ends up being the right answer more often than either pure option.
Silicone vs Plastic for Different Applications
The best material depends on environment and product requirements. Below are the calls we see repeated across categories.

Silicone vs Plastic for Food Containers
The deciding factor is dishwasher cycles + microwave temperature. LSR food containers tolerate both indefinitely. PP warps after a few hundred dishwasher cycles. For cold-only storage, PP is fine and 3–5× cheaper.
Advantages of silicone food containers:
- Microwave and oven safe up to 230°C
- Foldable / collapsible designs feasible
- Low odor retention with platinum cure
- Stable through repeated freeze–thaw cycles
See [ silicone vs plastic food containers ].
Silicone vs Plastic for Baby Products
EN 14350 (feeding equipment) and EN 1400 (pacifiers) effectively force platinum silicone for nipples, teethers, and any oral-contact part. Rigid bottle bodies remain PP or Tritan. Mixing soft LSR with rigid PP via two-shot molding is now the standard architecture for premium feeding sets.
Common silicone uses:
- Baby bottle nipples (LSR 30–40A)
- Teething rings and chewable toys
- Feeding spoons, bowls, and bibs
Related: [ silicone vs plastic baby products ].
Silicone vs Plastic for Phone Cases
Silicone cases give grip and shock absorption but pick up lint and dye transfer. TPU cases hold transparency longer but yellow under UV. PC hard cases stay clear but crack on impact. Most premium cases are now hybrid: TPU bumper + PC back, or LSR over-molded on PC. Pure silicone cases are a price-point play for the bottom tier.
See [ silicone vs plastic phone cases ].
Silicone vs Plastic for Industrial Components
For gaskets, vibration mounts, hose, and high-temperature seals, silicone is the default. For structural housings, brackets, and clips, plastic (often glass-filled nylon or PC/ABS) is the default. The interesting decisions happen at the boundary — for example, a fuel-line clip that needs both rigidity and high-temperature tolerance often ends up as glass-filled nylon with a fluorosilicone overmold.
The selection drivers are:
- Service temperature curve over the product life
- Chemical exposure (oils, fuels, cleaning agents)
- Vibration profile and load cycles
- Tolerance and assembly fit
See [ silicone vs plastic industrial components ].

When to Choose Silicone
- Continuous service above 100°C, or any sterilization cycle.
- Tight compression set requirement (gaskets, valves, sealing).
- Food contact under EU/LFGB, or medical contact under USP Class VI.
- Outdoor, marine, or UV-exposed applications with >2-year service life.
- Soft-touch with no degradation over time.
Industries where silicone is the default rather than the exception:
- Medical devices and disposables
- Automotive sealing and high-temperature components
- Food processing and bakeware
- Consumer electronics with thermal exposure
- Industrial sealing and vibration isolation

When Plastic May Be the Better Choice
- Rigid structural parts where elasticity is not required.
- Indoor, room-temperature, short-life consumer products.
- High-volume single-use packaging where unit cost dominates.
- Optical-clarity rigid parts (lenses, light guides) — PC or PMMA.
- Applications where the part is expected to be replaced within 1–2 years anyway.
Engineering plastics (PEEK, PSU, glass-filled nylon) can also reach mechanical performance silicone cannot, especially in load-bearing structural roles.
Common Misjudgments We See in Quoting
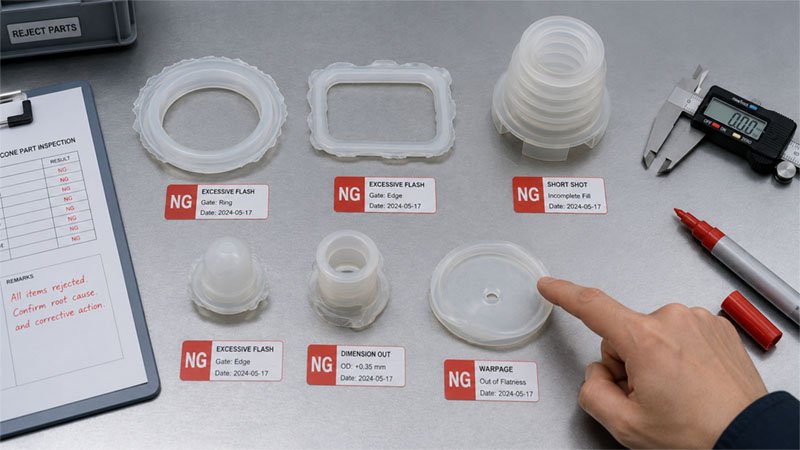
- Specifying LSR for a 2K/year part. Tooling alone destroys the project budget. HTV is the right call below 50K/year.
- Specifying PP for a part that sees 90°C dishwasher cycles. Works in lab tests; warps in 6 months of customer use.
- Mixing peroxide-cured silicone with food contact in the EU. Fails LFGB migration even after post-cure unless the cure system is changed to platinum.
- Asking for “silicone-soft feel” without specifying durometer. 30A and 70A feel like different materials. Always specify Shore A.
- Treating LSR and HTV as interchangeable when comparing quotes. They share chemistry but not tooling, not tolerance, not MOQ. Quoting one against the other without process context produces useless price comparisons.
- Forgetting shrinkage compensation in legacy plastic tooling reused for silicone. Silicone shrinks 2.5–4%; PP shrinks 1.5–2.5%. The same cavity will not deliver the same dimension.
Is Silicone Better Than Plastic?
There is no general answer, and any source giving one is selling something. Silicone wins on temperature, longevity, and biocompatibility. Plastic wins on rigidity, optical clarity, and unit cost at volume.
The correct answer for a specific project is the output of the 5-step framework above, run with real numbers — service temperature, tolerance, annual volume, compliance tier, failure mode. Run those five inputs and the material picks itself.
Frequently Asked Questions
Is silicone a type of plastic?
Technically no. Conventional plastics are carbon-based polymers (C–C backbone). Silicone has a silicon–oxygen (Si–O) backbone and is classified as a synthetic elastomer. In casual usage some retailers group it with “plastics”, but in materials engineering and most regulatory frameworks (e.g. EU SUPD) silicone sits in its own family.
Is silicone a thermoplastic?
No. Silicone is a thermoset elastomer — once cured it cannot be melted and reshaped. Thermoplastic elastomers (TPE / TPU) feel similar at room temperature but lose elasticity above ~80°C and creep under load. For service above 100°C, sterilization, or static sealing, silicone is the right call.
Is silicone safer than plastic?
Platinum-cured, LFGB-certified silicone is among the safest food-contact polymers available. Some plastics (BPA-free PP, PE) are also safe; others (PVC, certain PC formulations) are restricted. Safety depends on grade and certification, not on the material category alone.
Is silicone microwave- and dishwasher-safe vs plastic?
Platinum-cured silicone is microwave, oven, and dishwasher safe up to 230°C and tolerates thousands of cycles. PP and PE are microwave-safe but warp above ~120°C and degrade after a few hundred dishwasher cycles. PVC and most PC formulations should not be heated in contact with food.
Are silicone baby bottles better than plastic ones?
For nipples, teethers, and oral-contact parts, yes — platinum-cured LSR meets EN 14350 / EN 1400 and tolerates repeated sterilization. Rigid bottle bodies are still typically PP or Tritan for cost and clarity. Most premium feeding sets combine both via two-shot molding.
Does silicone last longer than plastic?
Under heat, UV, ozone, and repeated mechanical cycling, yes — typically 5–10× longer. In a sealed indoor environment at room temperature, the lifespan difference is small and not worth the cost premium.
Is silicone better than plastic for the environment?
Per use cycle, usually yes. Silicone is not biodegradable, but a platinum-silicone container survives 5,000+ dishwasher cycles versus 50–200 for PP. For single-use disposable applications, lightweight plastic still has a lower per-unit footprint.
Can silicone replace plastic in all applications?
No. Silicone cannot match plastic on rigidity, optical clarity, or unit cost in high-volume rigid parts. It complements plastic more often than it replaces it, frequently as an over-mold on a rigid plastic core.
Why is silicone more expensive than plastic per kg?
Raw material cost (platinum catalyst, high-purity gum), longer cycle time, mandatory post-curing for compliance grades, and higher inspection burden. The per-kg gap is real, but in many applications the lifetime cost gap is smaller than the spec sheet suggests once cycle life is included.
Custom Silicone Manufacturing Solutions
Material selection is half the project. Tooling design, cavity layout, gating, post-cure profile, and inspection plan determine whether the chosen material delivers what the spec promised.

We support full-stack silicone production:
- Compression molding (HTV) from $1.5K tooling
- Liquid silicone injection (LSR) with cold-runner systems
- Silicone extrusion for tubing, profiles, and cord stock
- Two-shot LSR over-molding onto plastic or metal inserts
- LFGB / FDA / USP Class VI material qualification
- Cleanroom Class 100,000 production for medical and infant feeding parts
- OEM and ODM development with material-selection support
Learn more about [ silicone manufacturing capabilities ] and [ custom silicone molding ].
Request a Material Recommendation for Your Part
Send drawings, target annual volume, service environment, and compliance tier. A material selection memo with tooling cost, unit cost at three volume points, and the fail-mode list comes back within 48 hours.
[ request custom silicone solutions ]